INTRODUZIONE E DESCRIZIONE GENERALE; DESCRIZIONE DELLA SALDATRICE; sul lato anteriore: - Telwin INVERPULSE 320 MIG TIG MMA - Manuale d'uso - Pagina 5











Indice:
- Pagina 4 – INDICE
- Pagina 5 – INTRODUZIONE E DESCRIZIONE GENERALE; DESCRIZIONE DELLA SALDATRICE; sul lato anteriore:
- Pagina 8 – Guaina in materiale sintetico per fili alluminio; SALDATURA: DESCRIZIONE DEL PROCEDIMENTO; spray arc e pulse arc:
- Pagina 9 – figura M; ATTENZIONE! PRIMA DI RIMUOVERE I PANNELLI DELLA; ATTENZIONE! L’ESECUZIONE DI ALCUNI CONTROLLI IMPLICA IL
- 11 -
sconnesse etc...) esiste il pericolo di ribaltamento.
- E’ vietato il sollevamento dell’assieme carrello con saldatrice, alimentatore di
filo e gruppo di raffreddamento (quando presente).
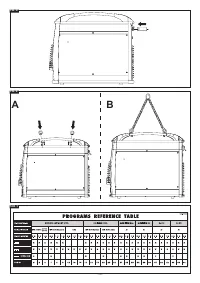
- L’unica modalità di sollevamento AMMESSA è quella prevista nella sezione
”INSTALLAZIONE” di questo manuale.
- USO IMPROPRIO: è pericolosa l’utilizzazione della saldatrice per qualsiasi
lavorazione diversa da quella prevista (es. scongelazione di tubazioni della
rete idrica).
- SPOSTAMENTO DELLA SALDATRICE E RELATIVO CARRELLO: assicurare
sempre la bombola con idonei mezzi atti ad impedirne cadute accidentali.
Le protezioni e le parti mobili dell’involucro della saldatrice e dell’alimentatore
di filo devono essere in posizione, prima di collegare la saldatrice alla rete di
alimentazione.
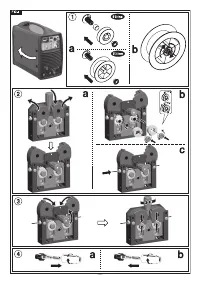
ATTENZIONE! Qualunque intervento manuale su parti in movimento
dell’alimentatore di filo, ad esempio:
- Sostituzione rulli e/o guidafilo;
- Inserimento del filo nei rulli;
- Caricamento della bobina filo;
- Pulizie dei rulli, degli ingranaggi e della zona sottostante ad essi;
- Lubrificazione degli ingranaggi.
DEVE ESSERE ESEGUITO CON LA SALDATRICE SPENTA E SCOLLEGATA
DALLA RETE DI ALIMENTAZIONE.
2. INTRODUZIONE E DESCRIZIONE GENERALE
2.1 INTRODUZIONE
Questa saldatrice è composta da una sorgente di corrente e da un alimentatore di
filo integrato. La sorgente di corrente è un raddrizzatore ad alimentazione trifase
multiprocedimento (MIG-MAG SINERGICO continuo e pulsato, TIG ed MMA) con
regolazione elettronica (switch-mode) controllata a microprocessore, con ponte intero
lato primario.
L’alimentatore di filo è provvisto di gruppo trainafilo a 4 rulli motorizzati con
regolazione indipendente della pressione di trascinamento; il pannello di controllo
digitale è integrato con la scheda di regolazione a microprocessore ed in esso sono
fondamentalmente condensate tre funzionalità:
a) IMPOSTAZIONE E REGOLAZIONE DEI PARAMETRI
Mediante questa interfaccia utente è possibile l’impostazione e la regolazione dei
parametri operativi, la selezione di programmi memorizzati, la visualizzazione su
display delle condizioni di stato e del valore dei parametri.
b) RICHIAMO DI PROGRAMMI SINERGICI PREMEMORIZZATI PER SALDATURA
MIG-MAG
Questi programmi sono predefiniti e memorizzati dal costruttore (quindi non
modificabili); dopo aver richiamato uno di questi programmi, l’utente può selezionare
un determinato punto di lavoro (corrispondente ad un set di diversi parametri
indipendenti di saldatura) regolando una sola grandezza. Questo è il concetto di
SINERGIA
, la quale consente di ottenere con estrema facilità una regolazione
ottimale della saldatrice in funzione di ogni specifica condizione operativa.
c) MEMORIZZAZIONE/RICHIAMO DI PROGRAMMI PERSONALIZZATI
Questa funzionalità è disponibile sia lavorando nell’ambito di un programma
sinergico, sia in modalità manuale (in questo caso è arbitraria l’impostazione di
tutti i parametri di saldatura). Questa operatività consente all’utente di memorizzare
e successivamente richiamare una modalità di saldatura prememorizzata.
2.2 SALDABILITÀ DEI METALLI
MIG-MAG
La saldatrice è indicata per la saldatura MIG dell’alluminio e delle sue
leghe, la brasatura MIG eseguita tipicamente su lamiere zincate e la saldatura MAG
degli acciai al carbonio, basso legati ed acciai inox. La saldatura MIG dell’alluminio e
delle sue leghe deve essere eseguita utilizzando fili pieni di composizione compatibile
con il materiale da saldare e gas di protezione Ar puro (99,9%).
La brasatura MIG è eseguibile tipicamente su lamiere zincate con fili pieni in lega di
rame (es. rame silicio o rame alluminio) con gas di protezione Ar puro (99,9%).
La saldatura MAG degli acciai al carbonio e basso legati deve essere eseguita
utilizzando fili pieni di composizione compatibile con il materiale da saldare, gas di
protezione Co
2
, miscele Ar/CO
2
o Ar/CO
2
-O
2
(Argon tipicamente > 80%).
Per la saldatura degli acciai inox si utilizzano tipicamente miscele di gas Ar/O
2
o Ar/
CO
2
(Ar tipicamente> 98%).
TIG
La saldatrice è indicata per la saldatura TIG in corrente continua (DC) con innesco
dell’arco a contatto (modalità LIFT ARC), adatta all’impiego con tutti gli acciai (al
carbonio, basso-legati e alto-legati) e dei metalli pesanti (rame, nichel, titanio e loro
leghe) con gas di protezione Ar puro (99,9%) oppure, per impieghi particolari, con
miscele Argon/Elio.
MMA
La saldatrice è indicata per la saldatura ad elettrodo MMA in corrente continua
(DC) con tutte le tipologie di elettrodi rivestiti.
2.3 ACCESSORI DI SERIE
- Adattatore bombola ARGON.
- Cavo di ritorno completo di pinza di massa.
- Riduttore di pressione 2 manometri.
- Torcia MIG 3m.
2.4 ACCESSORI A RICHIESTA
- Carrello
- Comando a distanza manuale 1 potenziometro (solo TIG e MMA).
- Comando a distanza manuale 2 potenziometri.
- SPOOL GUN.
- Gruppo raffreddamento acqua G.R.A.
- Kit ruote alimentatore di filo.
- Kit saldatura alluminio.
- Kit saldatura MMA 600A.
- Torcia MIG 5m 500A.
- Torcia MIG 3m 270A, 500A R.A.
- Torcia MIG 5m 270A, 500A R.A.
- Torcia TIG 4m o 8m, 220A.
- Torcia TIG 4m o 8m, 350A R.A.
- Torcia MIG/TIG UP/DOWN, con o senza potenziometro.
- Torcia PUSH PULL.
- Torce con seriale RS485 a richiesta.
3.DATI TECNICI
3.1 TARGA DATI (FIG. A)
I principali dati relativi all’impiego e alle prestazioni della saldatrice sono riassunti nella
targa caratteristiche col seguente significato:
1-
Grado di protezione dell’involucro.
2-
Simbolo della linea di alimentazione:
1~: tensione alternata monofase;
3~: tensione alternata trifase.
3-
Simbolo
S
: indica che possono essere eseguite operazioni di saldatura in un
ambiente con rischio accresciuto di shock elettrico (es. in stretta vicinanza di grandi
masse metalliche).
4-
Simbolo del procedimento di saldatura previsto.
5-
Simbolo della struttura interna della saldatrice.
6-
Norma EUROPEA di riferimento per la sicurezza e la costruzione delle macchine
per saldatura ad arco.
7-
Numero di matricola per l’identificazione della
saldatrice (indispensabile per
assistenza tecnica, richiesta ricambi, ricerca origine del prodotto).
8-
Prestazioni del circuito di saldatura:
- U
0
:
tensione massima a vuoto (circuito di saldatura aperto).
- I
2
/U
2
:
Corrente e tensione corrispondente normalizzata che possono venire
erogate dalla saldatrice durante la saldatura.
- X :
Rapporto d’intermittenza: indica il tempo durante il quale la saldatrice può
erogare la corrente corrispondente (stessa colonna). Si esprime in %, sulla base
di un ciclo di 10 minuti (es. 60% = 6 minuti di lavoro, 4 minuti sosta e così via).
Nel caso i fattori d’utilizzo (riferiti a 40°C ambiente) vengano superati, si
determinerà l’intervento della protezione termica (la saldatrice rimane in stand-
by finché la sua temperatura non rientra nei limiti ammessi).
- A/V-A/V:
Indica la gamma di regolazione della corrente di saldatura (minimo -
massimo) alla corrispondente tensione d’arco.
9-
Dati caratteristici della linea di alimentazione:
- U
1
:
Tensione alternata e frequenza di alimentazione della saldatrice(limiti
ammessi ±10%):
- I
1
max
:
Corrente massima assorbita dalla linea.
- I
1
eff
:
Corrente effettiva di alimentazione.
10-
: Valore dei fusibili ad azionamento ritardato da prevedere per la
protezione della linea.
11-
Simboli riferiti a norme di sicurezza il cui significato è riportato nel capitolo 1
“Sicurezza generale per la saldatura ad arco”.
Nota: L’esempio di targa riportato è indicativo del significato dei simboli e delle cifre;
i valori esatti dei dati tecnici della saldatrice devono essere rilevati direttamente sulla
targa della saldatrice stessa.
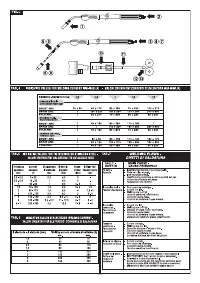
3.2 ALTRI DATI TECNICI:
- SALDATRICE:
vedi tabella (TAB.1)
- TORCIA:
vedi tabella (TAB.2)
4. DESCRIZIONE DELLA SALDATRICE
4.1 DISPOSITIVI DI CONTROLLO, REGOLAZIONE E CONNESSIONE (FIG. B)
4.1.1 Saldatrice con traino integrato
sul lato anteriore:
1-
Pannello di controllo (vedi descrizione).
2-
Presa rapida negativa (-) per cavo corrente di saldatura (cavo di massa per MIG
ed MMA, cavo torcia per TIG).
3-
Raccordo gas per torcia TIG.
4-
Connettore 3p per cavo controllo TORCIA TIG.
5-
Connettore 14p per il collegamento del comando a distanza.
6-
Attacco centralizzato per torcia MIG (Euro).
7-
Presa rapida positivo (+) per cavo di massa saldatura TIG.
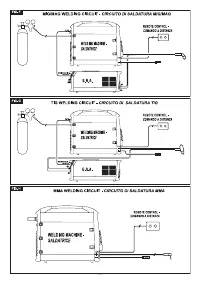
sul lato posteriore:
8-
Interruttore generale ON/OFF.
9-
Attacco tubo gas (bombola)
per saldatura TIG
.
10-
Attacco tubo gas (bombola)
per saldatura MIG
.
11-
Cavo di alimentazione con bloccacavo.
12-
Connettore 5p per gruppo raffreddamento acqua.
13-
Fusibile.
4.2 PANNELLO DI CONTROLLO DELLA SALDATRICE (FIG. C)
1- LED di segnalazione ALLARME (l’output della macchina è bloccato).
Il ripristino è automatico alla cessazione della causa d’allarme.
Messaggi di allarme indicati sui displays
(15)
e
(16)
:
- ”AL1” :
intervento protezione termica del circuito primario.
- ”AL2” :
intervento protezione termica del circuito secondario.
- ”AL3” :
intervento protezione per sovratensione della linea di
alimentazione.
- ”AL4” :
intervento protezione per sottotensione della linea di alimentazione.
- ”AL5” :
intervento protezione per pressione insufficiente del circuito
raffreddamento ad acqua della torcia. Ripristino non automatico.
-
“AL7” :
intervento protezione per sovracorrente in saldatura MIG-MAG.
-
“AL8” :
guasto linea seriale: corto in torcia.
-
“AL9” :
intervento protezione componenti magnetici.
-
“AL10” :
guasto linea seriale: seriale sconnessa.
-
“AL11” :
intervento protezione per mancanza fase della linea di
alimentazione.
-
“AL12” :
guasto linea seriale: errore nei dati.
-
“AL13” :
eccessivo deposito di polvere interno alla saldatrice, ripristino con:
- pulizia interna della macchina;
- tasto display del pannello di controllo.
Allo spegnimento della saldatrice può verificarsi, per alcuni secondi, la
segnalazione
”AL4”
oppure
“AL11”
.
2- LED di segnalazione PRESENZA TENSIONE IN TORCIA O SU
ELETTRODO.
3- LED di segnalazione PROGRAMMAZIONE SALDATRICE.
4 - Tasto di richiamo (RECALL) dei programmi di saldatura personalizzati
(vedi par. 4.3.2.4).
5- Tasto di memorizzazione (SAVE) di programmi di saldatura personalizzati
(vedi par. 4.3.2.3).
6- Tasto di selezione programma di saldatura e display a 2 digit.
Premendo in successione il tasto, il display visualizza i numeri compresi tra “0”
e “44”. Ad ogni numero fra “1” e “44” è associato un programma di saldatura
sinergico
(vedi TAB. 3)
mentre al numero “0” è associata la funzionalità in
manuale della saldatrice, in cui tutti i parametri possono essere impostati
dall’operatore (solo in MIG-MAG SHORT e SPRAY ARC).
7- Tasto di selezione del procedimento di saldatura.
Premendo il tasto si illumina il LED in corrispondenza alla modalità di saldatura
che si intende adottare:
: MIG-MAG con modalità “SHORT/SPRAY ARC”.
: MIG-MAG con modalità “PULSE ARC”.
"Caricamento dell'istruzione" significa che è necessario attendere finché il file non è caricato e pronto per la lettura online. Alcune istruzioni sono molto grandi e il tempo di caricamento dipende dalla velocità della tua connessione a Internet.
Sommario
- 10 - maschere o caschi. Usare gli appositi indumenti ignifughi protettivi evitando di esporre l’epidermide ai raggi ultravioletti ed infrarossi prodotti dall’arco; la protezione deve essere estesa ad altre persone nelle vicinanze dell’arco per mezzo di schermi o tende non riflettenti. - Rumorosit...
- 11 - sconnesse etc...) esiste il pericolo di ribaltamento. - E’ vietato il sollevamento dell’assieme carrello con saldatrice, alimentatore di filo e gruppo di raffreddamento (quando presente). - L’unica modalità di sollevamento AMMESSA è quella prevista nella sezione ”INSTALLAZIONE” di questo manu...
- 14 - 5.5.3.2 Collegamento del cavo di ritorno della corrente di saldatura con pinza di massa - Collegare la pinza di massa al pezzo da saldare o al banco metallico su cui quest’ultimo è appoggiato, il più vicino possibile al giunto in esecuzione. - Collegare il cavo sulla saldatrice alla presa rap...
Altri modelli di apparecchiature per la saldatura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA