Guaina in materiale sintetico per fili alluminio; SALDATURA: DESCRIZIONE DEL PROCEDIMENTO; spray arc e pulse arc: - Telwin INVERPULSE 320 MIG TIG MMA - Manuale d'uso - Pagina 8











Indice:
- Pagina 4 – INDICE
- Pagina 5 – INTRODUZIONE E DESCRIZIONE GENERALE; DESCRIZIONE DELLA SALDATRICE; sul lato anteriore:
- Pagina 8 – Guaina in materiale sintetico per fili alluminio; SALDATURA: DESCRIZIONE DEL PROCEDIMENTO; spray arc e pulse arc:
- Pagina 9 – figura M; ATTENZIONE! PRIMA DI RIMUOVERE I PANNELLI DELLA; ATTENZIONE! L’ESECUZIONE DI ALCUNI CONTROLLI IMPLICA IL
- 14 -
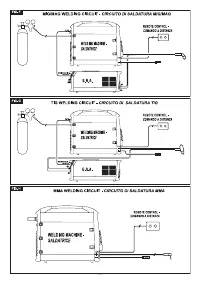
5.5.3.2 Collegamento del cavo di ritorno della corrente di saldatura con pinza
di massa
- Collegare la pinza di massa al pezzo da saldare o al banco metallico su cui
quest’ultimo è appoggiato, il più vicino possibile al giunto in esecuzione.
- Collegare il cavo sulla saldatrice alla presa rapida (-).
5.5.4 RACCOMANDAZIONI
- Ruotare a fondo i connettori dei cavi di saldatura nelle prese rapide, per garantire
un perfetto contatto elettrico; in caso contrario si produrranno surriscaldamenti dei
connettori stessi con relativo loro rapido deterioramento e perdita di efficienza.
- Utilizzare i cavi di saldatura più corti possibile.
- Evitare di utilizzare strutture metalliche non facenti parte del pezzo in lavorazione,
in sostituzione del cavo di ritorno della corrente di saldatura; ciò può essere
pericoloso per la sicurezza e dare risultati insoddisfacenti per la saldatura.
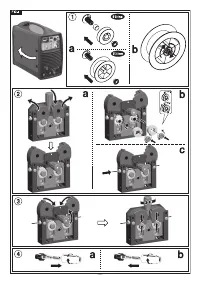
5.6 CARICAMENTO BOBINA FILO (FIG. I)
ATTENZIONE! PRIMA DI INIZIARE LE OPERAZIONI DI CARICO
DEL FILO, ACCERTARSI CHE LA SALDATRICE SIA SPENTA E
SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
VERIFICARE CHE I RULLI TRAINAFILO, LA GUAINA GUIDAFILO ED IL TUBETTO
DI CONTATTO DELLA TORCIA SIANO CORRISPONDENTI AL DIAMETRO E ALLA
NATURA DEL FILO CHE S’INTENDE UTILIZZARE E CHE SIANO CORRETTAMENTE
MONTATI. DURANTE LE FASI DI INFILAMENTO DEL FILO NON INDOSSARE
GUANTI DI PROTEZIONE.
- Aprire lo sportello del vano aspo.
- Posizionare la bobina di filo sull’aspo; assicurarsi che il piolino di trascinamento
dell’aspo sia correttamente alloggiato nel foro previsto
(1a)
.
- Liberare i/il controrulli/o di pressione e allontanarli/o dai/l rulli/o inferiori/e
(2a)
.
- Verificare che i/il rullini/o di traino siano/sia adatti/o al filo utilizzato
(2b)
.
- Liberare il capo del filo, troncarne l’estremità deformata con un taglio netto e privo di
bava; ruotare la bobina in senso antiorario ed imboccare il capo del filo nel guidafilo
d’entrata spingendolo per 50-100mm nel guidafilo del raccordo torcia
(2c)
.
- Riposizionare i/il controrulli/o regolandone la pressione ad un valore intermedio,
verificare che il filo sia correttamente posizionato nella cava del rullo inferiore
(3)
.
- Frenare leggermente l’aspo agendo sull’apposita vite di regolazione posizionata al
centro dell’aspo stesso
(1b)
.
- Togliere l’ugello e il tubetto di contatto
(4a)
.
- Inserire la spina della saldatrice nella presa di alimentazione, accendere la
saldatrice, premere il pulsante torcia o pulsante di avanzamento filo sul pannello
comandi (se presente) e attendere che il capo del filo percorrendo tutta la guaina
guidafilo fuoriesca per 10-15cm dalla parte anteriore della torcia, rilasciare il
pulsante.
ATTENZIONE! Durante queste operazioni il filo è sotto tensione
elettrica ed è sottoposto a forza meccanica; può quindi causare, non
adottando opportune precauzioni, pericoli di shock elettrico, ferite ed
innescare archi elettrici:
- Non indirizzare l’imboccatura della torcia contro parti del corpo.
- Non avvicinare alla bombola la torcia.
- Rimontare sulla torcia il tubetto di contatto e l’ugello
(4b)
.
- Verificare che l’avanzamento del filo sia regolare; tarare la pressione dei rulli e la
frenatura dell’aspo ai valori minimi possibili verificando che il filo non slitti nella cava
e che all’atto dell’arresto del traino non si allentino le spire di filo per eccessiva
inerzia della bobina.
- Troncare l’estremità del filo fuoriuscente dall’ugello a 10-15mm.
- Chiudere lo sportello del vano aspo.
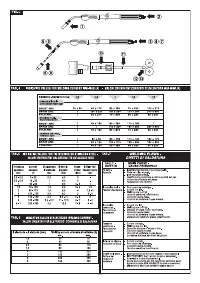
5.7 SOSTITUZIONE DELLA GUAINA GUIDAFILO NELLA TORCIA (FIG. L)
Prima di procedere alla sostituzione della guaina, stendere il cavo della torcia evitando
che formi delle curve.
5.7.1 Guaina a spirale per fili acciaio
1- Svitare l’ugello ed il tubetto di contatto della testa della torcia.
2- Svitare il dado fermaguaina del connettore centrale e sfilare la guaina esistente.
3- Infilare la nuova guaina nel condotto del cavo-torcia e spingerla dolcemente fino
a farla fuoriuscire dalla testa della torcia.
4- Riavvitare il dado fermaguaina a mano.
5- Tagliare a filo il tratto di guaina eccedente comprimendola leggermente; ritoglierla
dal cavo torcia.
6- Smussare la zona di taglio della guaina e reinserirla nel condotto del cavo-torcia.
7- Riavvitare quindi il dado stringendolo con una chiave.
8- Rimontare il tubetto di contatto e l’ugello.
5.7.2 Guaina in materiale sintetico per fili alluminio
Eseguire le operazioni 1, 2, 3 come indicato per la guaina acciaio ( non considerare
le operazioni 4, 5, 6, 7,8).
9- Riavvitare il tubetto di contatto per alluminio verificando che vada in contatto con
la guaina.
10- Inserire sull’estremità opposta della guaina (lato attacco torcia) il nipple di
ottone, l’anello OR e, mantenendo la guaina in leggera pressione, serrare
il dado fermaguaina. La parte della guaina in eccesso sarà rimossa a misura
successivamente (vedi (13)). Estrarre dal raccordo torcia del trainafilo il tubo
capillare per guaine acciaio.
11- NON E’ PREVISTO IL TUBO CAPILLARE per guaine alluminio di diametro 1,6-
2,4mm (colore giallo); la guaina verrà quindi inserita nel raccordo torcia senza di
esso.
Tagliare il tubo capillare per guaine alluminio di diametro 1-1,2mm (colore rosso)
ad una misura inferiore di 2 mm circa rispetto a quella del tubo acciaio, ed inserirlo
sull’estremità libera della guaina.
12- Inserire e bloccare la torcia nel raccordo del trainafilo, segnare la guaina a 1-2mm
di distanza dai rulli, riestrarre la torcia.
13- Tagliare la guaina, alla misura prevista, senza deformarne il foro d’ingresso.
Rimontare la torcia nel raccordo del trainafilo e montare l’ugello gas.
6. SALDATURA: DESCRIZIONE DEL PROCEDIMENTO
6.1 SALDATURA MIG-MAG
6.1.1 MODALITÀ DI TRASFERIMENTO SHORT ARC (ARCO CORTO)
La fusione del filo e distacco della goccia avviene per corto-circuiti successivi dalla
punta del filo nel bagno di fusione (fino a 200 volte al secondo).
Acciai al carbonio e basso-legati
- Diametro fili utilizzabili:
0,6-1,2mm
- Gamma corrente di saldatura:
40-210A
- Gamma tensione d’arco:
14-23V
- Gas utilizzabile:
CO
2
o miscele Ar/CO
2
o Ar/CO
2
-O
2
Acciai inossidabili
- Diametro fili utilizzabili:
0,8-1mm
- Gamma corrente di saldatura:
40-160A
- Gamma tensioni d’arco:
14-20V
- Gas utilizzabile:
miscele Ar/O
2
o Ar/CO
2
(1-2%)
Alluminio e leghe
- Diametro fili utilizzabili:
0,8-1,6mm
- Gamma corrente di saldatura:
75-160A
- Gamma tensioni di saldatura:
16-22V
- Gas utilizzabile:
Ar 99,9%
Tipicamente il tubetto di contatto deve essere a filo dell’ugello o leggermente sporgente
con i fili più sottili e tensione d’arco più basse; la lunghezza libera del filo (stick-out)
sarà normalmente compresa tra 5 e 12mm.
In MANUALE “PRG 0” adeguare il valore della reattanza:
- 5%
-60% con fili diametro 0,8-1mm acciaio al carbonio.
- 50%-80% con fili diametro 1,2-1,6mm acciaio al carbonio.
- 0%-80% con fili inox e alluminio.
Applicazione:
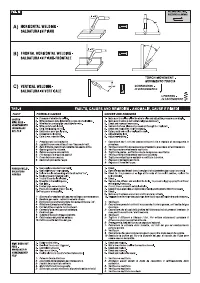
Saldatura in ogni posizione, su spessori sottili o per la prima passata
entro smussi favorita dall’apporto termico limitato e il bagno ben controllabile.
Nota:
Il trasferimento SHORT ARC per la saldatura dell’alluminio e leghe dev’essere
adottato con precauzione (specialmente con fili di diametro >1mm) in quanto può
presentarsi il rischio di difetti di fusione.
6.1.2 MODALITÀ DI TRASFERIMENTO SPRAY ARC (ARCO A SPRUZZO)
La fusione del filo avviene a correnti e tensioni più elevate rispetto lo “short arc” e la
punta del filo non entra più in contatto col bagno di fusione; da essa prende origine un
arco attraverso cui passano le gocce metalliche provenienti dalla fusione continua del
filo elettrodo, in assenza quindi di corto-circuiti.
Acciai al carbonio e basso legati
- Diametro fili utilizzabili:
0,8-1,6mm
- Gamma corrente di saldatura:
180-450A
- Gamma tensione d’arco:
24-40V
- Gas utilizzabile:
miscele Ar/CO
2
o Ar/CO
2
-O
2
Acciai inossidabili
- Diametro fili utilizzabili:
1-1,6mm
- Gamma corrente di saldatura:
140-390A
- Gamma tensione di saldatura:
22-32V
- Gas utilizzabile:
miscele Ar/O
2
o Ar/CO
2
(1-2%)
Alluminio e leghe
- Diametro fili utilizzabili:
0,8-1,6mm
- Gamma corrente di saldatura:
120-360A
- Gamma tensione di saldatura:
24-30V
- Gas utilizzabile:
Ar 99,9%
Tipicamente il tubetto di contatto deve essere all’interno dell’ugello di 5-10mm, tanto
più quanto più è elevata la tensione d’arco; la lunghezza libera del filo (stick-out) sarà
normalmente compresa tra 10e 12mm.
In MODALITÀ
MANUALE “PRG 0”, una volta che i parametri velocità di filo e tensione
d’arco siano stati selezionati correttamente (ossia con valori compatibili), il valore di
reattanza da selezionare è indifferente.
Applicazione:
Saldatura in piano con spessori non inferiori a 3-4mm (bagno molto
fluido); la velocità d’esecuzione e il tasso di deposito sono molto elevati (alto apporto
termico).
6.1.3 MODALITÀ DI TRASFERIMENTO PULSE ARC (ARCO PULSATO)
E’ un trasferimento “controllato” situato nella zona di funzionalità “spray-arc” (spray-arc
modificato) e possiede quindi i vantaggi di velocità di fusione e assenza di proiezioni
estendendosi a valori di corrente notevolmente bassi, tali da soddisfare anche molte
applicazioni tipiche del “short-arc”.
Ad ogni impulso di corrente corrisponde il distacco di una singola goccia del filo
elettrodo; il fenomeno avviene con una frequenza proporzionale alla velocità di
avanzamento filo con legge di variazione legata al tipo e al diametro del filo stesso
(valori tipici di frequenza: 30-300Hz).
Acciai al carbonio e basso legati
- Diametro fili utilizzabili:
0,8-1,6mm
- Gamma corrente di saldatura:
60-360A
- Gamma tensione d’arco:
18-32V
- Gas utilizzabile:
miscele Ar/CO
2
o Ar/CO
2
-O
2
(CO
2
max 20%)
Acciai inossidabili
- Diametro fili utilizzabili:
0,8-1,2mm
- Gamma corrente di saldatura:
50-230A
- Gamma tensione di saldatura:
17-26 V
- Gas utilizzabile:
miscele Ar/cO
2
o Ar/CO
2
(1-2%)
Alluminio o leghe:
- Diametro fili utilizzabili:
0,8-1,6mm
- Gamma corrente di saldatura:
40-320A
- Gamma tensione di saldatura:
17-28V
- Gas utilizzabile:
Ar 99,9%
Tipicamente il tubetto di contatto deve essere all’interno dell’ugello di 5-10mm, tanto
più quanto più è elevata la tensione d’arco; la lunghezza libera del filo (stick-out) sarà
normalmente compresa tra 10 e 12mm.
Applicazione
: saldatura in “posizione” su spessori medio-bassi e su materiali
termicamente suscettibili,
particolarmente adatto per saldare su leghe leggere
(alluminio e sue leghe) anche su spessori inferiori a 3mm
.
6.1.4 REGOLAZIONE DEI PARAMETRI DI SALDATURA IN MIG-MAG
6.1.4.1 Gas di protezione
La portata del gas di protezione deve essere:
short arc:
8-14 l/min;
spray arc e pulse arc:
12-20 l/min
in funzione dell’intensità della corrente di saldatura e del diametro dell’ugello.
6.1.4.2 Corrente di saldatura
La regolazione della corrente di saldatura viene eseguita dall’operatore ruotando la
manopola encoder
(FIG. C (14))
.
"Caricamento dell'istruzione" significa che è necessario attendere finché il file non è caricato e pronto per la lettura online. Alcune istruzioni sono molto grandi e il tempo di caricamento dipende dalla velocità della tua connessione a Internet.
Sommario
- 10 - maschere o caschi. Usare gli appositi indumenti ignifughi protettivi evitando di esporre l’epidermide ai raggi ultravioletti ed infrarossi prodotti dall’arco; la protezione deve essere estesa ad altre persone nelle vicinanze dell’arco per mezzo di schermi o tende non riflettenti. - Rumorosit...
- 11 - sconnesse etc...) esiste il pericolo di ribaltamento. - E’ vietato il sollevamento dell’assieme carrello con saldatrice, alimentatore di filo e gruppo di raffreddamento (quando presente). - L’unica modalità di sollevamento AMMESSA è quella prevista nella sezione ”INSTALLAZIONE” di questo manu...
- 14 - 5.5.3.2 Collegamento del cavo di ritorno della corrente di saldatura con pinza di massa - Collegare la pinza di massa al pezzo da saldare o al banco metallico su cui quest’ultimo è appoggiato, il più vicino possibile al giunto in esecuzione. - Collegare il cavo sulla saldatrice alla presa rap...
Altri modelli di apparecchiature per la saldatura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA