figura M; ATTENZIONE! PRIMA DI RIMUOVERE I PANNELLI DELLA; ATTENZIONE! L’ESECUZIONE DI ALCUNI CONTROLLI IMPLICA IL - Telwin INVERPULSE 320 MIG TIG MMA - Manuale d'uso - Pagina 9











Indice:
- Pagina 4 – INDICE
- Pagina 5 – INTRODUZIONE E DESCRIZIONE GENERALE; DESCRIZIONE DELLA SALDATRICE; sul lato anteriore:
- Pagina 8 – Guaina in materiale sintetico per fili alluminio; SALDATURA: DESCRIZIONE DEL PROCEDIMENTO; spray arc e pulse arc:
- Pagina 9 – figura M; ATTENZIONE! PRIMA DI RIMUOVERE I PANNELLI DELLA; ATTENZIONE! L’ESECUZIONE DI ALCUNI CONTROLLI IMPLICA IL
- 15 -
Con selezione SPRAY/SHORT ARC
, ad ogni rotazione della manopola encoder (14)
corrisponde la regolazione della velocità del filo (m/minuto), visualizzata sul display
(16); durante la saldatura, il display commuta automaticamente sul valore della
corrente reale (ampere).
Con selezione PULSE ARC o PULSE ARC PULSE-ON-PULSE
ad ogni rotazione
della manopola encoder (14) corrisponde la regolazione della corrente di saldatura,
visualizzata sul display (16); durante la saldatura, il display commuta automaticamente
sul valore della corrente reale.
In entrambe le modalità è possibile premendo il tasto 17) passare alla
regolazione dello spessore in mm (LED (16b) illuminato) con encoder 14). La macchina
calcola automaticamente la corrente necessaria per saldare tale spessore. Anche in
questo caso il display commuta sul valore della corrente reale (ampere) durante la
saldatura.
Si osservi che in tutti i programmi sinergici i valori minimo e massimo impostabili
(m/minuto, ampere o spessore in mm) sono quelli programmati in fabbrica e non
modificabili dall’utente.
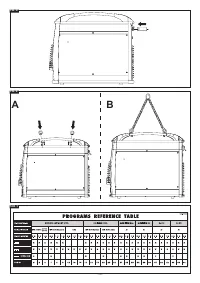
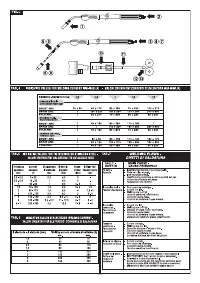
Valori orientativi della corrente con i fili più comunemente usati sono illustrati in Tabella
(
TAB. 4
).
6.1.4.3 Tensione d’arco e Strozzatura d’arco (pinch-off)
Nei programmi sinergici MIG-MAG pulse-arc e pulse-on-pulse questi due parametri
determinano la dimensione dell’arco
durante la saldatura
.
La tensione d’arco indica la distanza del filo dal pezzo, il margine di discrezionalità
dell’operatore è limitato alla semplice correzione da -5% a +5% del valore di tensione
predefinito in ogni programma, per poter eventualmente adeguare l’effettiva lunghezza
dell’arco per esigenze specifiche. Più alto è il valore e più distante sarà il filo dal
pezzo.
La stozzatura d’arco invece determina la concentrazione o ampiezza dell’arco, il
campo di regolazione di questo parametro è da -10% a +10% di quello inserito per
default dei programmi. Più alto è questo valore e più concentrato sarà l’arco.
In programma manuale “PRG 0” la tensione d’arco viene definita impostando un valore
adeguato alla velocità filo selezionata secondo la relazione seguente:
U
2
= ( 14+0,05 I
2
) dove:
- U
2
= Tensione d’arco in volt.
- I
2
= Corrente di saldatura in ampere.
Tenere presente che al valore di tensione selezionato a vuoto corrisponderà una
tensione a carico (in saldatura) di 2-4V inferiore.
6.1.5 FUNZIONAMENTO BI-LEVEL E PULSE ON PULSE
Il funzionamento bi-level:
si imposta tramite il tasto (8) ed è selezionabile in modalità
MIG-MAG pulse arc e short arc. Il ciclo di saldatura inizia premendo e rilasciando il
pulsante torcia (come in 4 Tempi), il punto di lavoro iniziale della saldatrice è pari al
livello principale di saldatura (LED (10a)) e la macchina visualizza corrente e tensione
di questo punto di lavoro. Premendo il pulsante torcia per una durata minore di 0,5
secondi, la macchina cambia il punto di lavoro dal livello principale a quello secondario
(LED (10b)), visualizzando su display corrente e tensione del livello secondario. Ad
ogni pressione successiva del pulsante torcia, la macchina continua a passare da un
livello all’altro finchè il pulsante non viene tenuto premuto per un tempo maggiore di
0,5 secondi tale da avviare la rampa di discesa della corrente quindi la conclusione
della saldatura.
Durante la saldatura anche se la macchina visualizza il valore istantaneo di corrente e
tensione, è possibile variare solo la corrente e la tensione d’arco del livello principale
di saldatura.
I
l funzionamento MIG-MAG Pulse on Pulse:
si attiva con il tasto (7) assieme con il
led del MIG-MAG Pulse arc. Questa modalità è un particolare tipo di bi-level poiché
anche in questo caso abbiamo due punti di lavoro impostabili con gli stessi criteri
del bi-level (LED (10a) e (10b)). Le durate di ciascun livello t
1
e t
2
sono entrambi
impostabili (LED (10c) e (10d)) e non vengono decisi manualmente come avviene
invece nel bi-level. Durante la saldatura la macchina continua pertanto a variare in
automatico il punto di lavoro dal livello principale (con durata t
1
) a quello secondario
(con durata t
2
).
Il fenomeno che si viene a creare è quello di avere una pulsazione nella pulsazione da
cui deriva il nome. Impostando correttamente i due livelli e le due durate è possibile
ottenere una saldatura a “cappe” molto simile alla saldatura TIG.
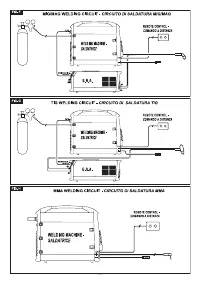
6.2 SALDATURA TIG (DC)
Dopo avere effettuato Ie connessioni del circuito di saldatura come descritto nel
par.5.5.2 è necessario:
- Selezionare il procedimento TIG sul pannello di controllo della saldatrice
(FIG.C
(7))
.
- Impostare la corrente di saldatura al valore desiderato con la manopola encoder
(14) (il valore è sempre regolabile anche durante la saldatura). Se necessario
inserire la rampa di discesa della corrente col potenziometro
(13) (indicazione
momentanea sul display (16)).
6.2.1 Innesco LIFT
Appoggiare la punta dell’elettrodo sul pezzo, con leggera pressione. Premere a
fondo Il pulsante torcia e sollevare l’elettrodo di 2-3mm con qualche istante di ritardo,
ottenendo così l’innesco dell’arco. La saldatrice inizialmente eroga una corrente I
BASE
,
dopo qualche istante, verrà erogata la corrente di saldatura impostata. Al termine del
ciclo la corrente si annulla con rampa di discesa impostata.
In tabella
(TAB. 5)
sono riassunti alcuni dati orientativi per saldatura su acciai
inossidabili o alto legati.
6.3 SALDATURA CON ELETTRODO RIVESTITO MMA
Dopo avere effettuato le connessioni del circuito di saldatura come descritto nel par.
5.5.3 è necessario selezionare il procedimento MMA mediante l’apposito pulsante
(FIG. C (7))
:
La corrente di saldatura dovrà essere regolata al valore desiderato con la manopola
encoder (14)
e l’eventuale sovracorrente dinamica “ARC FORCE” potrà essere variata
tra 0 e 100% con la manopola encoder (13) con indicazione momentanea del valore
sul display (16)).
In tabella
(TAB. 6)
sono riassunti alcuni dati orientativi della corrente in funzione del
diametro degli elettrodi.
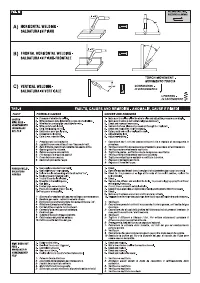
6.4 QUALITÀ DELLA SALDATURA
La qualità del cordone di saldatura, compresa la mole di spruzzi prodotta, sarà
principalmente determinata dall’equilibrio dei parametri di saldatura: corrente (velocità
filo), diametro del filo, tensione d’arco, etc.
Anche la posizione della torcia andrà adeguata come indicato in
figura M
, onde
evitare eccessiva produzione di spruzzi e difetti del cordone.
Per una corretta esecuzione del cordone si dovrà tenere conto anche della velocità
di saldatura (velocità di avanzamento lungo il giunto), determinante per la giusta
penetrazione e per la forma del cordone stesso.
I difetti di saldatura più comuni sono riassunti in
tabella
(TAB. 7).
7. MANUTENZIONE
ATTENZIONE! PRIMA DI ESEGUIRE LE OPERAZIONI DI
MANUTENZIONE, ACCERTARSI CHE LA SALDATRICE SIA SPENTA E
SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
7.1 MANUTENZIONE ORDINARIA
LE OPERAZIONI DI MANUTENZIONE ORDINARIA POSSONO ESSERE ESEGUITE
DALL’OPERATORE.
7.1.1 Torcia
- Evitare di appoggiare la torcia e il suo cavo su pezzi caldi; ciò causerebbe la fusione
dei materiali isolanti mettendola rapidamente fuori servizio.
- Verificare periodicamente la tenuta della tubazione e raccordi gas.
- Ad ogni sostituzione della bobina filo soffiare con aria compressa secca (max 5bar)
nella guaina guidafilo, verificarne l’integrità.
- Controllare, prima di ogni utilizzo, lo stato di usura e la correttezza di montaggio
delle parti terminali della torcia: ugello, tubetto di contatto, diffusore gas.
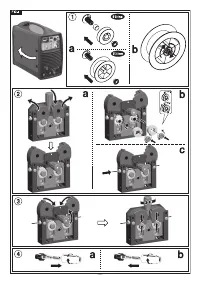
7.1.2 Alimentatore di filo
Verificare frequentemente lo stato di usura dei rulli trainafilo, asportare periodicamente
la polvere metallica depositatasi nella zona di traino (rulli e guidafilo di entrata ed
uscita).
7.2 MANUTENZIONE STRAORDINARIA
LE OPERAZIONI DI MANUTENZIONE STRAORDINARIA DEVONO ESSERE
ESEGUITE ESCLUSIVAMENTE DA PERSONALE ESPERTO O QUALIFICATO IN
AMBITO ELETTRICO-MECCANICO.
ATTENZIONE! PRIMA DI RIMUOVERE I PANNELLI DELLA
SALDATRICE
ED ACCEDERE AL SUO INTERNO ACCERTARSI CHE LA SALDATRICE
SIA SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
Eventuali controlli eseguiti sotto tensione all’interno della saldatrice possono
causare shock elettrico grave originato da contatto diretto con parti in tensione
e/o lesioni dovute al contatto diretto con organi in movimento.
- Periodicamente e comunque con frequenza in funzione dell’utilizzo e della
polverosità dell’ambiente, ispezionare l’interno della saldatrice e rimuovere la
polvere depositatasi su schede elettroniche con una spazzola molto morbida od
appropriati solventi.
- Con l’occasione verificare che le connessioni elettriche siano ben serrate ed i
cablaggi non presentino danni all’isolamento.
- Al termine di dette operazioni rimontare i pannelli della saldatrice serrando a fondo
le viti di fissaggio.
- Evitare assolutamente di eseguire operazioni di saldatura a saldatrice aperta.
8. ANOMALIE, CAUSE E RIMEDI
(TAB.8)
ATTENZIONE! L’ESECUZIONE DI ALCUNI CONTROLLI IMPLICA IL
RISCHIO DI CONTATTO CON PARTI IN TENSIONE E/O MOVIMENTO.
NELL’EVENTUALITÀ’ DI FUNZIONAMENTO INSODDISFACENTE, E PRIMA DI
ESEGUIRE VERIFICHE PIÙ’ SISTEMATICHE O RIVOLGERVI AL VOSTRO CENTRO
ASSISTENZA CONTROLLARE CHE:
- La corrente di saldatura, regolata tramite l’Encoder, sia adeguata.
- Non sia presente un allarme segnalante l’intervento della sicurezza termica di sovra
o sottotensione o di corto circuito.
- Assicurarsi di aver osservato il rapporto di intermittenza nominale; in caso di
intervento della protezione termostatica attendere il raffreddamento naturale della
saldatrice, verificare la funzionalità del ventilatore.
- Controllare la tensione di linea: se il valore è troppo alto o troppo basso la saldatrice
segnala l’anomalia (vedi paragrafo 4.2).
- Controllare che non vi sia un cortocircuito all’uscita della saldatrice: in tal caso
procedere all’eliminazione dell’inconveniente.
- I collegamenti del circuito di saldatura siano effettuati correttamente, particolarmente
che la pinza del cavo di massa sia effettivamente collegata al pezzo e senza
interposizione di materiali isolanti (es. Vernici).
- Il gas di protezione usato sia corretto e nella giusta quantità.
Prima di qualsiasi intervento sull’alimentatore di filo o all’interno della saldatrice è
necessario rifarsi al capitolo 7
”MANUTENZIONE”.
"Caricamento dell'istruzione" significa che è necessario attendere finché il file non è caricato e pronto per la lettura online. Alcune istruzioni sono molto grandi e il tempo di caricamento dipende dalla velocità della tua connessione a Internet.
Sommario
- 10 - maschere o caschi. Usare gli appositi indumenti ignifughi protettivi evitando di esporre l’epidermide ai raggi ultravioletti ed infrarossi prodotti dall’arco; la protezione deve essere estesa ad altre persone nelle vicinanze dell’arco per mezzo di schermi o tende non riflettenti. - Rumorosit...
- 11 - sconnesse etc...) esiste il pericolo di ribaltamento. - E’ vietato il sollevamento dell’assieme carrello con saldatrice, alimentatore di filo e gruppo di raffreddamento (quando presente). - L’unica modalità di sollevamento AMMESSA è quella prevista nella sezione ”INSTALLAZIONE” di questo manu...
- 14 - 5.5.3.2 Collegamento del cavo di ritorno della corrente di saldatura con pinza di massa - Collegare la pinza di massa al pezzo da saldare o al banco metallico su cui quest’ultimo è appoggiato, il più vicino possibile al giunto in esecuzione. - Collegare il cavo sulla saldatrice alla presa rap...
Altri modelli di apparecchiature per la saldatura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA