Telwin ENTERPRISE PLASMA 160 HF - Manuale d'uso - Pagina 6
















differenziali del tipo:
- Tipo A (
).
Spina e presa
____________________________________________________________________________________
6. TAGLIO AL PLASMA: DESCRIZIONE DEL PROCEDIMENTO
L’arco plasma e principio di applicazione nel taglio plasma.
Il plasma è un gas riscaldato a temperatura estremamente elevata e
ionizzato in modo da diventare elettricamente conduttore. Questo
procedimento di taglio utilizza il plasma per trasferire l'arco elettrico al
pezzo metallico che viene fuso dal calore e separato. La torcia utilizza
aria compressa proveniente da una singola alimentazione sia per il gas
plasma sia per il gas di raffreddamento e protezione.
Innesco HF
Questo tipo di innesco è tipicamente usato su modelli con correnti
superiori a 50A.
La partenza del ciclo è determinata da un arco ad alta frequenza/alta
tensione ("HF") che permette l'accensione di un arco pilota tra l'elettrodo
(polarità -) e l'ugello della torcia (polarità +). Avvicinando la torcia al
pezzo da tagliare, collegato alla polarità (+) della sorgente di corrente,
l'arco pilota viene trasferito instaurando un arco plasma tra elettrodo (-)
ed il pezzo stesso (arco di taglio). Arco pilota e HF vengono esclusi non
appena l'arco plasma si stabilisce tra elettrodo e pezzo.
Il tempo di mantenimento dell'arco pilota impostato in fabbrica è di 2s; se
___________________________________________________________________________________
il trasferimento non è effettuato entro questo tempo il ciclo viene
automaticamente bloccato salvo il mantenimento dell'aria di
ATTENZIONE! L'inosservanza delle regole sopraesposte
raffreddamento.
Per iniziare di nuovo il ciclo è necessario rilasciare il pulsante torcia e
rende inefficace il sistema di sicurezza previsto dal costruttore
ripremerlo.
(classe
I
) con conseguenti gravi rischi per le persone (es. shock
Innesco in corto
elettrico) e per le cose (es. incendio).
Questo tipo di innesco è tipicamente usato su modelli con correnti
___________________________________________________________________________________
inferiori a 50A.
La partenza del ciclo è determinata dal movimento dell'elettrodo
CONNESSIONI DEL CIRCUITO DI TAGLIO
all'interno dell'ugello della torcia, che permette l’accensione di un arco
___________________________________________________________________________________
pilota tra l'elettrodo (polarità -) e l'ugello stesso (polarità +).
Avvicinando la torcia al pezzo da tagliare, collegato alla polarità (+) della
ATTENZIONE!
PRIMA
DI
ESEGUIRE
I
SEGUENTI
sorgente di corrente, l'arco pilota viene trasferito instaurando un arco
plasma tra elettrodo (-) ed il pezzo stesso (arco di taglio).
COLLEGAMENTI ACCERTARSI CHE LA SORGENTE DI CORRENTE
L'arco pilota viene escluso non appena l’arco plasma si stabilisce tra
SIA SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
elettrodo e pezzo.
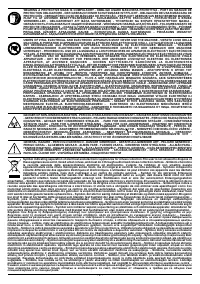
La Tabella 1
(TAB. 1)
ripor ta i valori consigliati per il cavo di ritorno (in
2
Il tempo di mantenimento dell'arco pilota impostato in fabbrica è di 2s; se
mm ) in base alla massima corrente erogata dalla macchina.
___________________________________________________________________________________
il trasferimento non è effettuato entro questo tempo il ciclo viene
automaticamente bloccato salvo il mantenimento dell'aria di
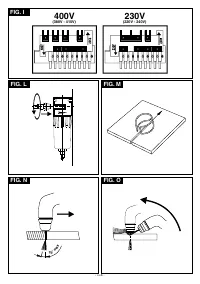
Allacciamento aria compressa (FIG. L).
raffreddamento.
- Predisporre una linea di distribuzione aria compressa con pressione e
Per iniziare di nuovo il ciclo è necessario rilasciare il pulsante torcia e
portata minime indicate in tabella 2
(TAB. 2)
.
ripremerlo.
IMPORTANTE!
Operazioni preliminari.
Non superare la pressione massima d’ingresso di 8 bar. Aria contenente
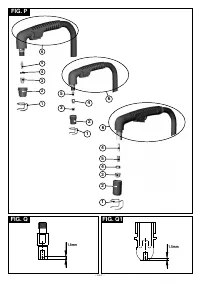
Prima di iniziare le operazioni di taglio, verificare il corretto montaggio
quantità notevoli di umidità o di olio può causare un'usura eccessiva delle
delle parti di consumo ispezionando la testa della torcia come indicato
parti di consumo o danneggiare la torcia. Se esistono dubbi sulla qualità
nel paragrafo "MANUTENZIONE TORCIA".
dell’aria compressa a disposizione è consigliabile l’utilizzo di un
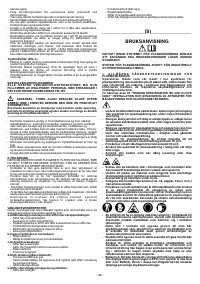
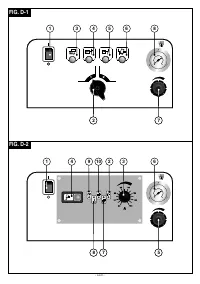
- Accendere la sorgente di corrente ed impostare la corrente di taglio
essicatore d’aria, da installare a monte del filtro d’ingresso. Collegare,
con una tubazione flessibile, la linea aria compressa alla macchina,
(FIG. B, C)
in base allo spessore e al tipo di materiale metallico che si
utilizzando uno dei raccordi in dotazione da montare sul filtro aria
intende tagliare. In
TAB.3
è ripor tata la velocità di taglio in funzione
d’ingresso, posto sul retro della macchina.
dello spessore per i materiali alluminio, ferro e acciaio.
- Premere e rilasciare il pulsante torcia dando luogo all’eflusso aria (
³
30
Collegamento cavo di ritorno della corrente di taglio.
secondi di post-aria).
Collegare il cavo di ritorno della corrente di taglio al pezzo da tagliare o al
- Regolare, durante questa fase, la pressione dell’aria sino a leggere sul
banco metallico di sostegno osservando le seguenti precauzioni:
manometro il valore in “bar” richiesto in base alla torcia utilizzata
(TAB.
- Verificare che venga stabilito un buon contatto elettrico in par ticolare
2)
.
se vengono tagliate lamiere con rivestimenti isolanti, ossidate, etc.
- Agire sul pulsante aria e far fuoriuscire l’aria dalla torcia.
- Eseguire il collegamento di massa il piu' vicino possibile alla zona di
- Agire sulla manopola:
tirare
verso l’alto
per sbloccare e
ruotare
per
taglio.
regolare la pressione al valore indicato sui DATI TECNICI TORCIA.
- L'utilizzazione di strutture metalliche non facenti parte del pezzo in
- Leggere il valore richiesto (bar) sul manometro; spingere la manopola
lavorazione, come conduttore di ritorno della corrente di taglio, puo'
per bloccare la regolazione.
essere pericolosa per la sicurezza e dare risultati insufficienti nel
- Lasciare terminare spontaneamente l’eflusso aria per facilitare la
taglio.
rimozione di eventuale condensa accumulatasi nella torcia.
- Non eseguire il collegamento di massa sulla parte del pezzo che deve
I
mportante:
essere asportata.
- Taglio a contatto (con ugello torcia a contatto del pezzo da tagliare): è
applicabile con corrente max di 40-50A (valori superiori di corrente
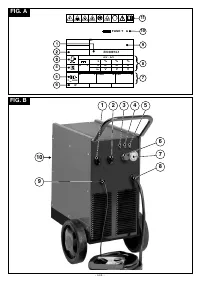
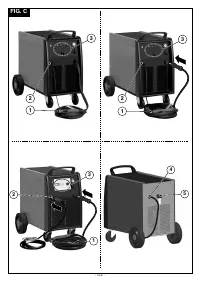
Collegamento della torcia per taglio plasma (FIG.B,C) (ove previsto)
portano all’immediata distruzione di ugello-elettrodo-portaugello).
Inserire il terminale maschio della torcia nel connettore centralizzato
- Taglio a distanza (con distanziatore montato in torcia
FIG. M
): è
posto su pannello frontale della macchina, facendo combaciare la chiave
applicabile per correnti superiori a 35A;
di polarizzazione. Avvitare a fondo, in senso orario, la ghiera di
- Elettrodo e ugello prolungato: è applicabile ove previsto.
bloccaggio per garantire il passaggio di aria e corrente senza perdite.
In alcuni modelli la torcia viene fornita già collegata alla sorgente di
Operazione di taglio (FIG. N).
corrente.
- Avvicinare l'ugello della torcia al bordo del pezzo (circa 2 mm),
IMPORTANTE!
premere il pulsante torcia; dopo circa 1 secondo (pre-aria) si ottiene
Prima di iniziare le operazioni di taglio, verificare il corretto montaggio
l'innesco dell'arco pilota.
delle parti di consumo ispezionando la testa della torcia come indicato
- Se la distanza è adeguata l'arco pilota si trasferisce immediatamente
nel capitolo "MANUTENZIONE TORCIA".
al pezzo dando luogo all'arco di taglio.
- Spostare la torcia sulla superficie del pezzo lungo la linea ideale di
___________________________________________________________________________________
taglio con avanzamento regolare.
- Adeguare la velocità di taglio in base allo spessore ed alla corrente
selezionata, verificando che l'arco uscente dalla superficie inferiore
del pezzo assuma un'inclinazione di 5-10° sulla verticale in senso
Solo il modello di torcia previsto ed il relativo abbinamento con la
sorgente di corrente come indicato in TAB. 2 garantisce che le
sicurezze previste dal costruttore siano efficaci (sistema di
- Al fine di soddisfare i requisiti della Norma EN 61000-3-11 (Flicker) si
interblocco).
consiglia il collegamento della sorgente di corrente ai punti di
- NON UTILIZZARE torce e relative parti di consumo di diversa
interfaccia della rete di alimentazione che presentano un'impedenza
origine.
minore di Zmax =0.2 ohm.
- NON TENTARE DI AC COPPIARE ALLA SORGENTE DI
CORRENTE torce costruite per procedimenti di taglio o saldatura
non previsti in queste istruzioni.
Collegare al cavo di alimentazione una spina normalizzata, (
3P + T
) di
Il mancato rispetto di queste regole può dare luogo a gravi
portata adeguata e predisporre una presa di rete dotata di fusibili o
pericoli per la sicurezza fisica dell’utente e danneggiare
interruttore automatico; l'apposito terminale di terra deve essere
l’apparecchiatura.
collegato al conduttore di terra (giallo-verde) della linea di alimentazione.
La tabella 1 (
TAB.1
) ripor ta i valori consigliati in ampere dei fusibili
ritardati di linea scelti in base alla massima corrente nominale erogata
della sorgente di corrente, e alla tensione nominale di alimentazione.
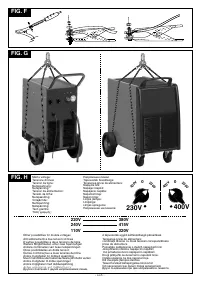
Cambio tensione (versione con I
2
max
£
50A)
Per le macchine previste con due tensioni di alimentazione, è necessario
predisporre la vite di blocco della manopola del commutatore cambio
tensione nella posizione corrispondente alla tensione di linea
effettivamente disponibile (
FIG. H
).
Cambio tensione (versione con I
2
max
³
70A)
Per le operazioni di cambio tensione accedere all'interno della sorgente
di corrente, asportando il pannello e predisporre la morsettiera cambio
tensione in modo che vi sia corrispondenza tra collegamento indicato
nell'apposita targa segnaletica e la tensione di rete disponibile (
Fig. I
).
Rimontare accuratamente il pannello usufruendo delle apposite viti.
Attenzione!
La sorgente di corrente è predisposta in fabbrica alla tensione più elevata
della gamma disponibile, esempio:
U
1
400V
Ü
Tensione di predisposizione in fabbrica.
ATTENZIONE!
SICUREZZA DEL SISTEMA TAGLIO PLASMA.
- 10 -
"Caricamento dell'istruzione" significa che è necessario attendere finché il file non è caricato e pronto per la lettura online. Alcune istruzioni sono molto grandi e il tempo di caricamento dipende dalla velocità della tua connessione a Internet.
Altri modelli di apparecchiature per la saldatura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA