Telwin ENTERPRISE PLASMA 160 HF - Manuale d'uso - Pagina 7
















opposto alla direzione dell'avanzamento.
non puo' essere ulteriormente utilizzata poiche' le condizioni di
- Un'eccessiva distanza torcia-pezzo o l'assenza del materiale (fine
sicurezza non sono soddisfatte. in questo caso la riparazione
taglio) causa l'immediata interruzione dell'arco.
(manutenzione straordinaria) non puo' essere effettuata sul luogo ma
- L'interruzione dell'arco (di taglio o pilota) è ottenuta sempre al rilascio
delegata ad un centro di assistenza autorizzato, in grado di effettuare
del pulsante torcia.
le prove speciali di collaudo dopo la riparazione.
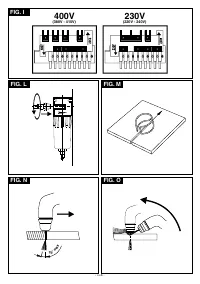
Foratura
(FIG. O)
Filtro aria compressa (FIG. L)
Dovendo eseguire questa operazione od effettuare partenze in centro
- Il filtro è provvisto di scarico automatico della condensa ogni qualvolta
pezzo, innescare con la torcia inclinata e portarla con movimento
viene scollegato dalla linea aria compressa.
progressivo in posizione verticale.
- Ispezionare periodicamente il filtro; se si osserva presenza d'acqua
- Questa procedura evita che ritorni d'arco o di particelle fuse rovinino il
nel bicchiere può essere eseguito lo spurgo manuale spingendo verso
foro dell'ugello riducendone rapidamente la funzionalità.
l'alto il raccordo di scarico.
- Forature di pezzi aventi spessore fino al 25% del massimo previsto
- Se la cartuccia filtrante è particolarmente sporca è necessaria la
nella gamma d'utilizzo possono essere eseguite direttamente.
sostituzione per evitare eccessive perdite di carico.
MANUTENZIONE STRAORDINARIA
7. MANUTENZIONE
___________________________________________________________________________________
LE OPERAZIONI DI MANUTENZIONE STRAORDINARIA DEVONO
E S S E R E E S E G U I T E E S C L U S I VA M E N T E DA P E R S O N A L E
ATTENZIONE! PRIMA DI ESEGUIRE LE OPERAZIONI DI
ESPERTO O QUALIFICATO IN AMBITO ELETTRICO-MECCANICO.
___________________________________________________________________________________
MANUTENZIONE, ACCERTARSI CHE IL SISTEMA DI TAGLIO AL
PLASMA SIA SPENTO E SCOLLEGATO DALLA RETE DI
ATTENZIONE! PRIMA DI RIMUOVERE I PANNELLI DELLA
ALIMENTAZIONE.
___________________________________________________________________________________
MACCHINA ED ACCEDERE AL SUO INTERNO, ACCERTARSI CHE
SIA SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
MANUTENZIONE ORDINARIA
Eventuali controlli eseguiti sotto tensione all'interno della
LE OPERAZIONI DI MANUTENZIONE ORDINARIA POSSONO
macchina possono causare shock elettrico grave originato da
ESSERE ESEGUITE DALL’OPERATORE.
contatto diretto con parti in tensione.
___________________________________________________________________________________
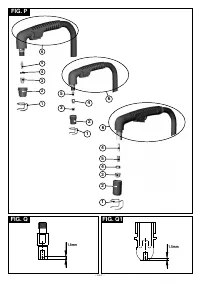
TORCIA (FIG. P)
- Periodicamente e comunque con frequenza in funzione dell'utilizzo e
Periodicamente, in funzione dell'intensità d'impiego o nella evenienza di
della polverosità dell'ambiente, ispezionare l'interno della macchina e
difetti di taglio, verificare lo stato d'usura delle parti della torcia
rimuovere la polvere depositatasi su trasformatore, raddrizzatore,
interessate dall'arco plasma.
induttanza, resistenze mediante un getto d'aria compressa secca
1- Distanziatore.
(max 10 bar).
Sostituire se deformato o ricoper to da scorie al punto da rendere
- Evitare di dirigere il getto d'aria compressa sulle schede elettroniche;
impossibile il corretto mantenimento della posizione della torcia
provvedere alla loro eventuale pulizia con una spazzola molto morbida
(distanza e perpendicolarità).
od appropriati solventi.
2- Portaugello.
- Con l'occasione verificare che le connessioni elettriche siano ben
Svitarlo manualmente dalla testa della torcia. Eseguire un'accurata
serrate ed i cablaggi non presentino danni all'isolamento.
pulizia o sostituirlo se danneggiato (bruciature, deformazioni o
- Verificare l’integrità e la tenuta delle tubazioni e raccordi del circuito
incrinature). Verificare l'integrità del settore metallico superiore
aria compressa.
(attuatore sicurezza torcia).
- Al termine di dette operazioni rimontare i pannelli della macchina
3- Ugello.
serrando a fondo le viti di fissaggio.
Controllare l'usura del foro di passaggio dell'arco plasma e delle
- Evitare assolutamente di eseguire operazioni di taglio con la macchina
superfici interne ed esterne. Se il foro risulta allargato rispetto il
aperta.
diametro originale o deformato sostituire l'ugello. Se le superfici
risultano par ticolarmente ossidate pulirle con car ta abrasiva
8. RICERCA GUASTI
finissima.
NELL'EVENTUALITA' DI FUNZIONAMENTO INSODDISFACENTE, E
4- Anello distributore aria.
PRIMA DI ESEGUIRE VERIFICHE PIU' SISTEMATICHE O
Verificare che non siano presenti bruciature o incrinature oppure che
RIVOLGERVI AL VOSTRO CENTRO ASSISTENZA CONTROLLARE
non siano ostruiti i fori di passaggio aria. Se danneggiato sostituirlo
CHE:
immediatamente.
- Non sia acceso il led segnalante l'intervento della sicurezza termica di
5- Elettrodo.
sovra o sottotensione o di corto circuito.
Sostituire l'elettrodo quando la profondità del cratere che si forma
- Assicurarsi di aver osservato il rapporto di intermittenza nominale; in
sulla superficie emettitrice è di circa 1,5 mm
(FIG. Q, Q1)
.
caso di intervento della protezione termostatica attendere il
6- Corpo torcia, impugnatura e cavo.
raffreddamento naturale della macchina, verificare la funzionalità del
Normalmente questi componenti non necessitano di manutenzione
ventilatore.
particolare salvo un'ispezione periodica ed una pulizia accurata da
- Controllare la tensione di linea: se il valore è troppo alto o troppo basso
eseguire senza utilizzare solventi di qualsiasi natura. se si riscontrano
la macchina rimane in blocco.
danni all'isolamento quali fratture, incrinature e bruciature oppure
- Controllare che non vi sia un cortocircuito all'uscita della macchina: in
allentamento delle condutture elettriche, la torcia non puo' essere
tal caso procedere all'eliminazione dell'inconveniente.
ulteriormente utilizzata poiche' le condizioni di sicurezza non sono
- I collegamenti del circuito di taglio siano effettuati correttamente,
soddisfatte.
particolarmente che la pinza del cavo di massa sia effettivamente
In questo caso la riparazione (manutenzione straordinaria) non puo'
collegata al pezzo e senza interposizione di materiali isolanti (es.
essere effettuata sul luogo ma delegata ad un centro di assistenza
Vernici).
autorizzato, in grado di effettuare le prove speciali di collaudo dopo la
riparazione.
DIFETTI DI TAGLIO PIU' COMUNI
per mantenere in efficenza torcia e cavo è necessario adottare alcune
Durante le operazioni di taglio possono presentarsi dei difetti di
precauzioni:
esecuzione che non sono normalmente da attribuire ad anomalie di
- non mettere in contatto torcia e cavo con parti calde o arroventate.
funzionamento dell'impianto ma ad altri aspetti operativi quali:
- non sottoporre il cavo a eccessivi sforzi di trazione.
a - Penetrazione insufficiente o eccessiva formazione di scoria:
- non fare transitare il cavo su spigoli vivi, taglienti o superfici abrasive.
- Velocità di taglio troppo elevata.
- raccogliere il cavo in spire regolari se la sua lunghezza è eccedente il
- Torcia troppo inclinata.
fabbisogno.
- Spessore pezzo eccessivo o corrente di taglio troppo bassa.
- non transitare con alcun mezzo sopra il cavo e non calpestarlo.
- Pressione-portata aria compressa non adeguata.
Attenzione.
- Elettrodo ed ugello torcia usurati.
- Prima di eseguire qualsiasi intervento sulla torcia lasciarla raffreddare
- Puntale portaugello inadeguato.
almeno per tutto il tempo di "post-aria"
b - Mancato trasferimento dell’arco di taglio:
- Salvo casi particolari, è consigliabile sostituire elettrodo e ugello
- Elettrodo consumato.
contemporaneamente.
- Cattivo contatto del morsetto del cavo di ritorno.
- Rispettare l'ordine di montaggio dei componenti della torcia (inverso
c - Interruzione dell'arco di taglio:
rispetto lo smontaggio).
- Velocità di taglio troppo bassa.
- Porre attenzione che l'anello distributore venga montato nel verso
- Distanza torcia-pezzo eccessiva.
corretto.
- Elettrodo consumato.
- Rimontare il portaugello avvitandolo a fondo manualmente con
- Intervento di una protezione.
leggera forzatura.
d - Taglio inclinato (non perpendicolare):
- In nessun caso montare il portaugello senza avere preventivamente
- Posizione torcia non corretta.
montato elettrodo, anello distributore ed ugello.
- Usura asimmetrica del foro ugello e/o montaggio non corretto
- Evitare di tenere inutilmente acceso l’arco pilota in aria al fine di non
componenti torcia.
aumentare il consumo dell’elettrodo, del diffusore e dell’ugello.
- Inadeguata pressione dell’aria.
- Non serrare l’elettrodo con eccessiva forza in quanto si rischia di
e - Usura eccessiva di ugello ed elettrodo:
danneggiare la torcia.
- Pressione aria troppo bassa.
- La tempestività e la corretta procedura dei controlli sulle parti di
- Aria contaminata (umidità-olio).
consumo della torcia sono vitali per la sicurezza e la funzionalità del
- Portaugello danneggiato.
sistema di taglio.
- Eccesso d'inneschi d'arco pilota in aria.
- Se si riscontrano danni all'isolamento quali fratture, incrinature e
- Velocità eccessiva con ritorno di particelle fuse sui componenti torcia.
bruciature oppure allentamento delle condutture elettriche, la torcia
- 11 -
"Caricamento dell'istruzione" significa che è necessario attendere finché il file non è caricato e pronto per la lettura online. Alcune istruzioni sono molto grandi e il tempo di caricamento dipende dalla velocità della tua connessione a Internet.
Altri modelli di apparecchiature per la saldatura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA
-
 Telwin INVERPULSE 425 MIG TIG MMA
Telwin INVERPULSE 425 MIG TIG MMA