Telwin TECHNOMIG 225 PULSE - Manuale d'uso - Pagina 6









funzionamento sinergico della macchina in saldatura MIG/MAG
secondi il programma non è stato memorizzato è appare la scritta
è necessario agire sul pulsante.
“
no
”.
ATTENZIONE!
Anche se la macchina permette di impostare
liberamente ogni parametro esistono delle par ticolari
Procedura di richiamo (LOAD)
combinazioni di parametri che possono non avere significato
Procedere come segue
(
vedi
FIG.C)
:
dal punto di vista elettrico o dal punto di vista della saldatura. La
a) Premere il tasto
(6)
“LOAD”per 3 secondi.
saldatrice in ogni caso non si guasterà anche se potrebbe non
b) Appare “
Ld_
” sul display
(4)
ed un numero compreso tra 1 e 9.
funzionare secondo la impostazione scorretta.
c) Ruotando la manopola
(5)
scegliere il numero col quale si era
14-
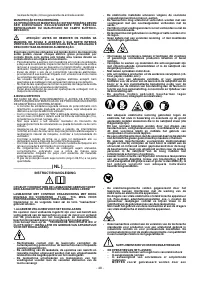
Tasto di selezione dei parametri di saldatura
.
memorizzato il programma che ora si intende utilizzare.
Premendo in successione il tasto, viene illuminato uno dei
d) Premere nuovamente il tasto
(6)
“LOAD”:
LEDS da
(14a)
a
(14i)
a cui è associato uno specifico parametro.
- se il tasto “LOAD” viene premuto per un tempo superiore ai 3
L’impostazione del valore di ciascun parametro attivato, è
secondi il programma è stato richiamato correttamente e appare
eseguibile per mezzo del ENCODER
(5)
ed indicato sul display
la scritta “YES”;
(4)
.
- se il tasto “LOAD” viene premuto per un tempo inferiore ai 3
Nota: i parametri che non sono modificabili dall’operatore, a
secondi il programma non è stato richiamato è appare la scritta “
seconda che si stia lavorando con un programma sinergico o in
no
”.
modalità manuale sono automaticamente esclusi dalla
NOTA:
durante le operazioni con il tasto “store” e “load” il led prg è
selezione; il LED corrispondente non s’illumina.
illuminato.
5. INSTALLAZIONE
______________________________________________________
14a-
parametro 1: Seleziona la tensione di saldatura.
In
MIG/MAG/FLUX regola la tensione di saldatura in Volt o la
ATTENZIONE! ESEGUIRE TUTTE LE OPERAZIONI DI
correzione d'arco in sinergia (solo per MIG/MAG). In saldatura
INSTALLAZIONE ED ALLACCIAMENTI ELETTRICI CON LA
visualizza la tensione in uscita del generatore.
SALDATRICE RIGOROSAMENTE SPENTA E SCOLLEGATA
DALLA RETE DI ALIMENTAZIONE.
GLI ALLACCIAMENTI ELETTRICI DEVONO ESSERE ESEGUITI
14b-
parametro 2: Imposta la velocità filo o la corrente di
ESCLUSIVAMENTE DA PERSONALE ESPERTO O QUALIFICATO.
______________________________________________________
saldatura.
In MIG/MAG/FLUX è la velocità di avanzamento del
filo in metri al minuto. In MMA è la corrente di saldatura misurata
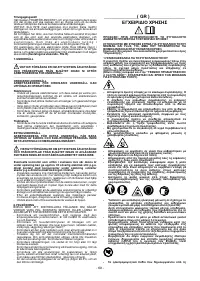
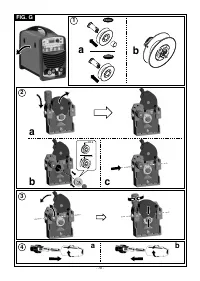
Assemblaggio maschera di protezione
in Ampere. In saldatura visualizza la corrente in uscita del
Fig. D
generatore.
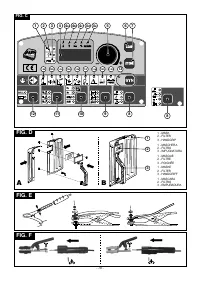
Assemblaggio cavo di ritorno-pinza
Fig. E
14c-
parametro 3: Arc force o Reattanza elettronica.
In
Assemblaggio cavo di saldatura-pinza portaelettrodo
MMA è l’arc force o regolazione della penetrazione dell’arco. In
Fig. F
MIG/MAG/FLUX ha un significato simile ma prende il nome di
reattanza elettronica.
UBICAZIONE DELLA SALDATRICE
Individuare il luogo d’installazione della saldatrice in modo che non vi
siano ostacoli in corrispondenza della apertura d’ingresso e d’uscita
14d-
parametro 4: Rampa di accelerazione:
In
dell’aria di raffreddamento; accertarsi nel contempo che non vengano
aspirate polveri conduttive, vapori corrosivi, umidità, etc..
MIG/MAG/FLUX regola la pendenza della rampa di
Mantenere almeno 250mm di spazio libero attorno alla saldatrice.
accelerazione del motore trainafilo.
______________________________________________________
ATTENZIONE! Posizionare la saldatrice su di una superfice
14e-
parametro 5: Burn back time :
in MIG/MAG/FLUX regola
piana di portata adeguata al peso per evitarne il ribaltamento o
l’intervallo di tempo che intercorre tra l’istante di arresto del filo e
spostamenti pericolosi.
quello in cui si azzera la corrente di uscita.
______________________________________________________
COLLEGAMENTO ALLA RETE
Avvertenze
14f-
parametro 6: Postgas.
In MIG/MAG/FLUX regola il
- Prima di effettuare qualsiasi collegamento elettrico, verificare che i
tempo di postgas in secondi.
dati di targa della saldatrice corrispondano alla tensione e
frequenza di rete disponibili nel luogo d'installazione.
- La saldatrice deve essere collegata esclusivamente ad un sistema
di alimentazione con conduttore di neutro collegato a terra.
14g-
parametro 7: Rampa di discesa.
MIG/MAG è il tempo
- Per garantire la protezione contro il contatto indiretto usare
interuttori differenziali del tipo:
della rampa di discesa (solo in synergia
(13)
).
- Tipo A (
) per macchine monofasi;
14h-
parametro 8: Tempo di spot.
In MIG/MAG/FLUX regola il
- Tipo B (
) per macchine trifasi.
- Al fine di soddisfare i requisiti della Norma EN 61000-3-11 (Flicker)
tempo di durata della corrente di saldatura in puntatura (SPOT).
si consiglia il collegamento della saldatrice ai punti di interfaccia
della rete di alimentazione che presentano un'impedenza minore di
Zmax =0,18 ohm.
14i-
Parametro 9: Tempo di pausa in puntatura
Spina e presa
MIG/MAG/FLUX
regola la durata della pausa tra una puntatura
Collegare al cavo di alimentazione una spina normalizzata,
(2P + T)
di
e quella successiva. Con impostazione a 0 sec per eseguire la
portata adeguata e predisporre una presa di rete dotata di fusibili o
puntatura successiva è necessario rilasciare il pulsante torcia e
interruttore automatico; l'apposito terminale di terra deve essere
poi ripremerlo.
collegato al conduttore di terra (giallo-verde) della linea di
alimentazione. La tabella 1
(TAB.1)
ripor ta i valori consigliati in ampere
dei fusibili ritardati di linea scelti in base alla massima corrente
M E M O R I Z Z A Z I O N E E R I C H I A M O D I P R O G R A M M I
nominale erogata dalla saldatrice, e alla tensione nominale di
PERSONALIZZATI
alimentazione.
Introduzione
______________________________________________________
La saldatrice permette di memorizzare (STORE) programmi di lavoro
personalizzati relativi ad un set di parametri validi per una determinata
ATTENZIONE! L'inosservanza delle regole sopraesposte
saldatura. Ogni programma personalizzato può essere richiamato
(LOAD) in un qualunque momento mettendo così a disposizione
rende inefficace il sistema di sicurezza previsto dal costruttore
dell’utilizzatore la saldatrice “pronta all’uso” per un specifico lavoro
(classe I) con conseguenti gravi rischi per le persone (es. shock
ottimizzato in precedenza. La saldatrice permette la memorizzazione
elettrico) e per le cose (es. incendio).
di 9 programmi personalizzati.
______________________________________________________
Procedura di memorizzazione (STORE)
Dopo aver regolato la saldatrice in modo ottimale per una determinata
CONNESSIONI DEL CIRCUITO DI SALDATURA
saldatura, procedere come segue
(FIG.C)
:
______________________________________________________
a) Premere il tasto
(7)
“STORE” per 3 secondi.
b) Appare “
St_
” sul display
(4)
ed un numero compreso tra 1 e 9.
ATTENZIONE! PRIMA DI ESEGUIRE I SEGUENTI
c) Ruotando la manopola
(5)
scegliere il numero con cui si desidera
COLLEGAMENTI ACCERTARSI CHE LA SALDATRICE SIA
memorizzare il programma.
SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
d) Premere nuovamente il tasto
(7)
“STORE”:
La Tabella 1
(TAB. 1)
ripor ta i valori consigliati per i cavi di saldatura (in
- se il tasto “STORE” viene premuto per un tempo superiore ai 3
2
mm ) in base alla massima corrente erogata dalla saldatrice.
secondi il programma è stato memorizzato correttamente e
______________________________________________________
appare la scritta “
YES
”;
- se il tasto “STORE” viene premuto per un tempo inferiore ai 3
- 12 -
"Caricamento dell'istruzione" significa che è necessario attendere finché il file non è caricato e pronto per la lettura online. Alcune istruzioni sono molto grandi e il tempo di caricamento dipende dalla velocità della tua connessione a Internet.
Altri modelli di apparecchiature per la saldatura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA