Telwin SUPERIOR TIG 422 AC DC HF LIFT - Manuale d'uso - Pagina 8










- 13 -
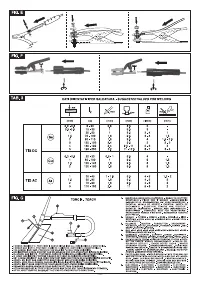
4.3 MEMORIZZAZIONE E RICHIAMO DI PROGRAMMI PERSONALIZZATI
Introduzione
La saldatrice permette di memorizzare (SAVE) programmi di lavoro personalizzati
relativi ad un set di parametri validi per una determinata saldatura. Ogni programma
personalizzato può essere richiamato (RECALL) in un qualunque momento mettendo
così a disposizione dell’utilizzatore la saldatrice “pronta all’uso” per un specifico lavoro
ottimizzato in precedenza. La saldatrice permette la memorizzazione di 9 programmi
personalizzati.
Procedura di memorizzazione (SAVE)
Dopo aver regolato la saldatrice in modo ottimale per una determinata saldatura,
procedere come segue (
FIG. D2
):
a) Premere il tasto
(8)
“SAVE” per 3 secondi.
b) Appare “S_ ” sul display
(10)
ed un numero compreso tra 1 e 9.
c) Ruotando la manopola
(9)
scegliere il numero con cui si desidera memorizzare il
programma.
d) Premere nuovamente il tasto
(8)
“SAVE”:
- se il tasto “SAVE” viene premuto per un tempo superiore ai 3 secondi il programma
è stato memorizzato correttamente e appare la scritta “YES”;
- se il tasto “SAVE” viene premuto per un tempo inferiore ai 3 secondi il programma
non è stato memorizzato è appare la scritta “ no”.
Procedura di richiamo (RECALL)
Procedere come segue (vedi
FIG. D2
):
a) Premere il tasto
(8)
“RECALL”per 3 secondi.
b) Appare “r_ ” sul display
(10)
ed un numero compreso tra 1 e 9.
c) Ruotando la manopola
(9)
scegliere il numero col quale si era memorizzato il
programma che ora si intende utilizzare.
d) Premere nuovamente il tasto
(8)
“RECALL”:
- se il tasto “RECALL” viene premuto per un tempo superiore ai 3 secondi il
programma è stato richiamato correttamente e appare la scritta “YES”;
- se il tasto “RECALL” viene premuto per un tempo inferiore ai 3 secondi il
programma non è stato richiamato è appare la scritta “ no”.
NOTE:
- DURANTE LE OPERAZIONI CON IL TASTO “SAVE” E “RECALL” IL LED “PRG”
E’ ILLUMINATO.
- UN PROGRAMMA RICHIAMATO PUO’ ESSERE MODIFICATO A PIACIMENTO
DALL’OPERATORE, MA I VALORI MODIFICATI NON VENGONO SALVATI
AUTOMATICAMENTE. SE SI DESIDERANO MEMORIZZARE I NUOVI VALORI
SULLO STESSO PROGRAMMA E’ NECESSARIO ESEGUIRE LA PROCEDURA
DI MEMORIZZAZIONE.
- LA REGISTRAZIONE DEI PROGRAMMI PERSONALIZZATI E LA
RELATIVA SCHEDULAZIONE DEI PARAMETRI ASSOCIATI E’ A CURA
DELL’UTILIZZATORE.
5. INSTALLAZIONE
ATTENZIONE! ESEGUIRE TUTTE LE OPERAZIONI DI INSTALLAZIONE
ED ALLACCIAMENTI ELETTRICI CON LA SALDATRICE RIGOROSAMENTE
SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
GLI ALLACCIAMENTI ELETTRICI DEVONO ESSERE ESEGUITI ESCLUSIVAMENTE
DA PERSONALE ESPERTO O QUALIFICATO.
5.1 ALLESTIMENTO
Disimballare la saldatrice, eseguire il montaggio delle parti staccate, contenute
nell’imballo.
5.1.1 Assemblaggio cavo di ritorno-pinza (FIG. E)
5.1.2 Assemblaggio cavo di saldatura-pinza portaelettrodo (FIG. F)
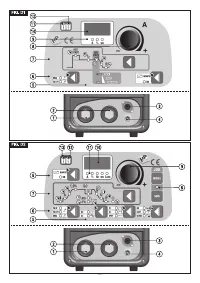
5.2 UBICAZIONE DELLA SALDATRICE
Individuare il luogo d’installazione della saldatrice in modo che non vi siano ostacoli
in corrispondenza della apertura d’ingresso e d’uscita dell’aria di raffreddamento
(circolazione forzata tramite ventilatore, se presente); accertarsi nel contempo che
non vengano aspirate polveri conduttive, vapori corrosivi, umidità, etc..
Mantenere almeno 250mm di spazio libero attorno alla saldatrice.
ATTENZIONE! Posizionare la saldatrice su di una superfice piana di
portata adeguata al peso per evitarne il ribaltamento o spostamenti pericolosi.
5.3 COLLEGAMENTO ALLA RETE
- Prima di effettuare qualsiasi collegamento elettrico, verificare che i dati di targa
della saldatrice corrispondano alla tensione e frequenza di rete disponibili nel luogo
d’installazione.
- La saldatrice deve essere collegata esclusivamente ad un sistema di alimentazione
con conduttore di neutro collegato a terra.
- Per garantire la protezione contro il contatto indiretto usare interuttori differenziali
del tipo:
- Tipo A (
) per macchine monofasi;
- Tipo B (
) per macchine trifasi.
- Al fine di soddisfare i requisiti della Norma EN 61000-3-11 (Flicker) si consiglia il
collegamento della saldatrice ai punti di interfaccia della rete di alimentazione che
presentano un’impedenza minore di Zmax =0,228 ohm (Monofase), Zmax =0,283
ohm (Trifase).
- La saldatrice non rientra nei requisiti della norma IEC/EN 61000-3-12.
Se essa viene collegata a una rete di alimentazione pubblica, è responsabilità
dell’installatore o dell’utilizzatore verificare che la saldatrice possa essere connessa
(se necessario, consultare il gestore della rete di distribuzione).
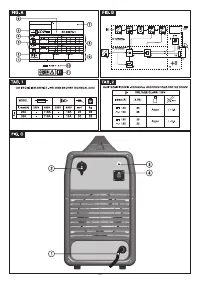
5.3.1 Spina e presa
Collegare al cavo di alimentazione una spina normalizzata, (2P + T (Monofase)), (3P
+ T (Trifase))
di portata adeguata e predisporre una presa di rete dotata di fusibili o
interruttore automatico; l’apposito terminale di terra deve essere collegato al conduttore
di terra (giallo-verde) della linea di alimentazione. La tabella 1
(TAB.1)
riporta i valori
consigliati in ampere dei fusibili ritardati di linea scelti in base alla max. corrente
nominale erogata dalla saldatrice, e alla tensione nominale di alimentazione.
ATTENZIONE! L’inosservanza delle regole sopraesposte rende
inefficace il sistema di sicurezza previsto dal costruttore (classe I) con
conseguenti gravi rischi per le persone (es. shock elettrico) e per le cose (es.
incendio).
5.4 CONNESSIONI DEL CIRCUITO DI SALDATURA
ATTENZIONE! PRIMA DI ESEGUIRE I SEGUENTI COLLEGAMENTI
ACCERTARSI CHE LA SALDATRICE SIA SPENTA E SCOLLEGATA DALLA RETE
DI ALIMENTAZIONE.
La Tabella
(TAB. 1)
riporta i valori consigliati per i cavi di saldatura (in mm
2
) in base
alla massima corrente erogata dalla saldatrice.
5.4.1 Saldatura TIG
Collegamento torcia
- Inserire il cavo portacorrente nell’apposito morsetto rapido (-) / ~. Collegare il
connettore a tre poli (pulsante torcia) all’apposita presa. Collegare il tubo gas della
torcia all’apposito raccordo.
Collegamento cavo di ritorno della corrente di saldatura
- Va collegato al pezzo da saldare o al banco metallico su cui è appoggiato, il più
vicino possibile al giunto in esecuzione.
Questo cavo va collegato al morsetto con il simbolo (+) (~ per macchine TIG che
prevedono la saldatura in AC).
Collegamento alla bombola gas
- Avvitare il riduttore di pressione alla valvola della bombola gas interponendo la
riduzione apposita fornita come accessorio (quando venga utilizzato gas Argon) .
- Collegare il tubo di entrata del gas al riduttore e serrare la fascetta in dotazione.
- Allentare la ghiera di regolazione del riduttore di pressione prima di aprire la valvola
della bombola.
- Aprire la bombola e regolare la quantità di gas (l/min) secondo i dati orientativi
d’impiego, vedi tabella
(TAB. 4)
; eventuali aggiustamenti dell’efflusso gas potranno
essere eseguiti durante la saldatura agendo sempre sulla ghiera del riduttore di
pressione. Verificare la tenuta di tubazioni e raccordi.
ATTENZIONE! Chiudere sempre la valvola della bombola gas a fine lavoro.
5.4.2 Saldatura MMA
La quasi totalità degli elettrodi rivestiti va collegata al polo positivo (+) del generatore;
eccezionalmente al polo negativo (-) per elettrodi con rivestimento acido.
Collegamento cavo di saldatura pinza-portaelettrodo
Porta sul terminale un speciale morsetto che serve a serrare la parte scoperta
dell’elettrodo.
Questo cavo va collegato al morsetto con il simbolo (+).
Collegamento cavo di ritorno della corrente di saldatura
Va collegato al pezzo da saldare o al banco metallico su cui è appoggiato, il più vicino
possibile al giunto in esecuzione.
Questo cavo va collegato al morsetto con il simbolo (-).
Raccomandazioni:
- Ruotare a fondo i connettori dei cavi di saldatura nelle prese rapide (se presenti),
per garantire un perfetto contatto elettrico; in caso contrario si produrranno
surriscaldamenti dei connettori stessi con relativo loro rapido deterioramento e
perdita dI efficienza.
- Utilizzare i cavi di saldatura più corti possibile.
- Evitare di utilizzare strutture metalliche non facenti parte del pezzo in lavorazione, in
sostituzione del cavo di ritorno della corrente di saldatura; ciò può essere pericoloso
per la sicurezza e dare risultati insoddisfacenti per la saldatura.
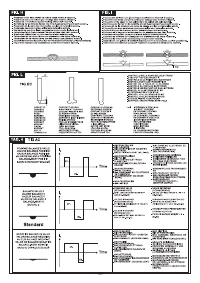
6. SALDATURA: DESCRIZIONE DEL PROCEDIMENTO
6.1 SALDATURA TIG
La saldatura TIG è un procedimento di saldatura che sfrutta il calore prodotto dall’arco
elettrico che viene innescato, e mantenuto, tra un elettrodo infusibile (Tungsteno)
ed il pezzo da saldare. L’elettrodo di Tungsteno è sostenuto da una torcia adatta a
trasmettervi la corrente di saldatura e proteggere l’elettrodo stesso ed il bagno di
saldatura dall’ossidazione atmosferica mediante un flusso di gas inerte (normalmente
Argon: Ar 99,5%) che fuoriesce dall’ugello ceramico
(FIG.G)
.
E’ indispensabile per una buona saldatura impiegare l’esatto diametro di elettrodo con
l’esatta corrente, vedi tabella
(TAB.3)
.
La sporgenza normale dell’elettrodo dall’ugello ceramico è di 2-3mm e può raggiungere
8mm per saldature ad angolo.
La saldatura avviene per fusione dei lembi del giunto. Per spessori sottili
opportunamente preparati (fino a 1mm ca.) non serve materiale d’apporto
(FIG. H)
.
Per spessori superiori sono necessarie bacchette della stessa composizione del
materiale base e di diametro opportuno, con preparazione adeguata dei lembi
(FIG. I)
.
E’ opportuno, per una buona riuscita della saldatura, che i pezzi siano accuratamente
puliti ed esenti da ossido, oli, grassi, solventi, etc.
6.1.1 Innesco HF e LIFT
Innesco HF:
L’accensione dell’arco elettrico avviene senza il contatto tra elettrodo di tungsteno e
pezzo da saldare, tramite una scintilla generata da un dispositivo ad alta frequenza.
Tale modalità di innesco non comporta ne inclusioni di tungsteno nel bagno di
saldatura, ne usura dell’elettrodo ed offre una partenza facile in tutte le posizioni di
saldatura.
Procedimento:
Premere il pulsante torcia avvicinando al pezzo la punta dell’elettrodo (2-3mm),
attendere l’innesco dell’arco trasferito dagli impulsi HF e, ad arco acceso, formare il
bagno di fusione sul pezzo e procedere lungo il giunto.
Nel caso si riscontrino delle difficoltà d’innesco dell’arco nonostante sia accertata la
presenza di gas e siano visibili le scariche HF, non insistere a lungo nel sottoporre
l’elettrodo all’azione dell’HF, ma verificarne l’integrità superficiale e la conformazione
della punta, eventualmente ravvivandola alla mola. Al termine del ciclo la corrente si
annulla con rampa di discesa impostata.
Innesco LIFT:
L’accensione dell’arco elettrico avviene allontanando l’elettrodo di tungsteno dal pezzo
da saldare. Tale modalità di innesco causa meno disturbi elettro-irradiati e riduce al
minimo le inclusioni di tungsteno e l’usura dell’elettrodo.
Procedimento:
Appoggiare la punta dell’elettrodo sul pezzo, con leggera pressione. Premere a
fondo Il pulsante torcia e sollevare l’elettrodo di 2-3mm con qualche istante di ritardo,
ottenendo così l’innesco dell’arco. La saldatrice inizialmente eroga una corrente I
LIFT
,
dopo qualche istante, verrà erogata la corrente di saldatura impostata. Al termine del
ciclo la corrente si annulla con rampa di discesa impostata.
6.1.2 Saldatura TIG DC
La saldatura TIG DC è adatta a tutti gli acciai al carbonio basso-legati e alto-legati e ai
metalli pesanti rame, nichel, titanio e loro leghe.
Per la saldatura in TIG DC con elettrodo al polo (-) è generalmente usato dell’elettrodo
con il 2% di Torio (banda colorata rossa) o l’elettrodo con il 2% di Cerio (banda colorata
grigia).
E’ necessario appuntire assialmente l’elettrodo di Tungsteno alla mola, vedi
FIG.
L
, avendo cura che la punta sia perfettamente concentrica onde evitare deviazioni
dell’arco. E’ importante effettuare la molatura nel senso della lunghezza dell’elettrodo.
Tale operazione andrà ripetuta periodicamente in funzione dell’impiego e dell’usura
dell’elettrodo oppure quando lo stesso sia stato accidentalmente contaminato, ossidato
"Caricamento dell'istruzione" significa che è necessario attendere finché il file non è caricato e pronto per la lettura online. Alcune istruzioni sono molto grandi e il tempo di caricamento dipende dalla velocità della tua connessione a Internet.
Altri modelli di apparecchiature per la saldatura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA