Telwin SUPERIOR PLASMA 90 HF - Manuale d'uso - Pagina 5












9-
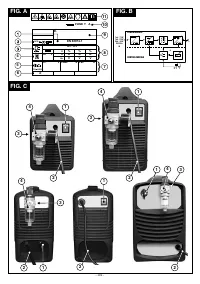
Connettore raccordo torcia.
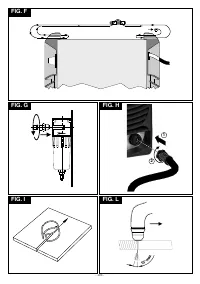
Allacciamento aria compressa (FIG. G).
Torcia con attacco diretto o centralizzato.
- Predisporre una linea di distribuzione aria compressa con pressione e
- Il pulsante torcia è l’unico organo di controllo da cui può essere
portata minime indicate in tabella 2
(TAB. 2),
nei modelli he lo
comandato l’inizio e l’arresto delle operazioni di taglio.
prevedono.
- Al cessare dell’azione sul pulsante il ciclo viene interrotto
istantaneamente in qualunque fase salvo il mantenimento
IMPORTANTE!
dell’aria di raffreddamento (post-aria).
Non superare la pressione massima d’ingresso di 8 bar. Aria contenente
- Manovre accidentali: per dare il consenso di inizio ciclo, l’azione
quantità notevoli di umidità o di olio può causare un'usura eccessiva delle
sul pulsante dev’essere esercitata per un tempo minimo di
parti di consumo o danneggiare la torcia. Se esistono dubbi sulla qualità
qualche decimo di secondo.
dell’aria compressa a disposizione è consigliabile l’utilizzo di un
- Sicurezza elettrica: la funzione del pulsante è inibita se il
essicatore d’aria, da installare a monte del filtro d’ingresso. Collegare,
portaugello isolante NON è montato sulla testa della torcia, o il suo
con una tubazione flessibile, la linea aria compressa alla macchina,
montaggio è scorretto.
utilizzando uno dei raccordi in dotazione da montare sul filtro aria
10- Connettore cavo di massa
d’ingresso, posto sul retro della macchina.
5. INSTALLAZIONE
Collegamento cavo di ritorno della corrente di taglio.
___________________________________________________________________________________
Collegare il cavo di ritorno della corrente di taglio al pezzo da tagliare o al
banco metallico di sostegno osservando le seguenti precauzioni:
ATTENZIONE! ESEGUIRE TUTTE LE OPERAZIONI DI
- Verificare che venga stabilito un buon contatto elettrico in par ticolare
se vengono tagliate lamiere con rivestimenti isolanti, ossidate, etc.
INSTALLAZIONE ED ALLACCIAMENTI ELETTRICI CON IL SISTEMA
- Eseguire il collegamento di massa il piu' vicino possibile alla zona di
D I TAG L I O A L P L A S M A R I G O R O S A M E N T E S P E N TO E
taglio.
SCOLLEGATO DALLA RETE DI ALIMENTAZIONE.
- L'utilizzazione di strutture metalliche non facenti parte del pezzo in
GLI ALLACCIAMENTI ELETTRICI DEVONO ESSERE ESEGUITI
lavorazione, come conduttore di ritorno della corrente di taglio, puo'
ESCLUSIVAMENTE DA PERSONALE ESPERTO O QUALIFICATO.
essere pericolosa per la sicurezza e dare risultati insufficienti nel
___________________________________________________________________________________
taglio.
- Non eseguire il collegamento di massa sulla parte del pezzo che deve
ALLESTIMENTO
essere asportata.
Disimballare la macchina, eseguire il montaggio delle parti staccate,
contenute nell'imballo.
Collegamento della torcia per taglio plasma (FIG. H) (ove previsto).
Inserire il terminale maschio della torcia nel connettore centralizzato
Assemblaggio cavo di ritorno-pinza di massa (Fig. E)
posto su pannello frontale della macchina, facendo combaciare la chiave
di polarizzazione. Avvitare a fondo, in senso orario, la ghiera di
MODALITÀ DI SOLLEVAMENTO DELLA MACCHINA
bloccaggio per garantire il passaggio di aria e corrente senza perdite.
Tutte le macchine descritte in questo manuale devono essere sollevate
In alcuni modelli la torcia viene fornita già allaciata alla sorgente di
utilizzando la maniglia o la cinghia in dotazione se prevista per il modello
corrente.
(montata come descritto in
FIG. F)
.
IMPORTANTE!
Prima di iniziare le operazioni di taglio, verificare il corretto montaggio
UBICAZIONE DELLA MACCHINA
delle parti di consumo ispezionando la testa della torcia come indicato
Individuare il luogo d’installazione della macchina in modo che non vi
nel capitolo "MANUTENZIONE TORCIA".
siano ostacoli in corrispondenza della apertura d’ingresso e d’uscita
dell’aria di raffreddamento; accertarsi nel contempo che non vengano
6. TAGLIO AL PLASMA: DESCRIZIONE DEL PROCEDIMENTO
aspirate polveri conduttive, vapori corrosivi, umidità, etc..
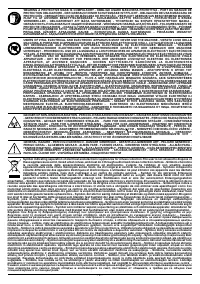
L’arco plasma e principio di applicazione nel taglio plasma.
Mantenere almeno 250mm di spazio libero attorno alla macchina.
___________________________________________________________________________________
Il plasma è un gas riscaldato a temperatura estremamente elevata e
ionizzato in modo da diventare elettricamente conduttore. Questo
procedimento di taglio utilizza il plasma per trasferire l'arco elettrico al
ATTENZIONE! Posizionare la macchina su di una superfice
pezzo metallico che viene fuso dal calore e separato. La torcia utilizza
piana di portata adeguata al peso per evitarne il ribaltamento o
aria compressa proveniente da una singola alimentazione sia per il gas
spostamenti pericolosi.
plasma sia per il gas di raffreddamento e protezione.
___________________________________________________________________________________
Innesco HF
Questo tipo di innesco è tipicamente usato su modelli con correnti
COLLEGAMENTO ALLA RETE
superiori a 50A.
- Prima di effettuare qualsiasi collegamento elettrico, verificare che i
La partenza del ciclo è determinata da un arco ad alta frequenza/alta
dati di targa della sorgente di corrente corrispondano alla tensione e
tensione ("HF") che permette l'accensione di un arco pilota tra l'elettrodo
frequenza di rete disponibili nel luogo d'installazione.
(polarità -) e l'ugello della torcia (polarità +). Avvicinando la torcia al
- La sorgente di corrente deve essere collegata esclusivamente ad un
pezzo da tagliare, collegato alla polarità (+) della sorgente di corrente,
sistema di alimentazione con conduttore di neutro collegato a terra.
l'arco pilota viene trasferito instaurando un arco plasma tra elettrodo (-)
- Per garantire la protezione contro il contatto indiretto usare interuttori
ed il pezzo stesso (arco di taglio). Arco pilota e HF vengono esclusi non
differenziali del tipo:
appena l'arco plasma si stabilisce tra elettrodo e pezzo.
Il tempo di mantenimento dell'arco pilota impostato in fabbrica è di 2s; se
- Tipo A (
) per macchine monofasi;
il trasferimento non è effettuato entro questo tempo il ciclo viene
automaticamente bloccato salvo il mantenimento dell'aria di
- Tipo B (
) per macchine trifasi.
raffreddamento.
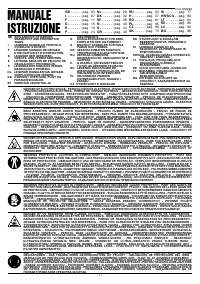
- Al fine di soddisfare i requisiti della Norma EN 61000-3-11 (Flicker) si
Per iniziare di nuovo il ciclo è necessario rilasciare il pulsante torcia e
consiglia il collegamento della sorgente di corrente ai punti di
ripremerlo.
interfaccia della rete di alimentazione che presentano un'impedenza
Innesco in corto
minore di, vedi tabella 1
(TAB.1)
.
Questo tipo di innesco è tipicamente usato su modelli con correnti
inferiori a 50A.
Spina e presa
La partenza del ciclo è determinata dal movimento dell'elettrodo
- I modelli monofase con corrente assorbita inferiore o uguale a 16A
all'interno dell'ugello della torcia, che permette l’accensione di un arco
sono dotate all’origine di cavo di alimentazione con spina
pilota tra l'elettrodo (polarità -) e l'ugello stesso (polarità +).
normalizzata (2P+T) 16A \ 250V.
Avvicinando la torcia al pezzo da tagliare, collegato alla polarità (+) della
- I modelli monofase con corrente assorbita superiore a 16A e i trifasi
sorgente di corrente, l'arco pilota viene trasferito instaurando un arco
sono dotate di cavo di alimentazione da collegare ad una spina
plasma tra elettrodo (-) ed il pezzo stesso (arco di taglio).
normalizzata (2P+T) per i modelli monofasi e (3P+T) per i modelli
L'arco pilota viene escluso non appena l’arco plasma si stabilisce tra
trifasi, di portata adeguata. Predisporre una presa di rete dotata di
elettrodo e pezzo.
fusibile o interruttore automatico; l'apposito terminale di terra deve
Il tempo di mantenimento dell'arco pilota impostato in fabbrica è di 2s; se
essere collegato al conduttore di terra (giallo-verde) della linea di
il trasferimento non è effettuato entro questo tempo il ciclo viene
alimentazione.
automaticamente bloccato salvo il mantenimento dell'aria di
- La tabella 1
(TAB.1)
ripor ta i valori consigliati in ampere dei fusibili
raffreddamento.
ritardati di linea scelti in base alla max. corrente nominale erogata
Per iniziare di nuovo il ciclo è necessario rilasciare il pulsante torcia e
dalla saldatrice, e alla tensione nominale di alimentazione.
ripremerlo.
___________________________________________________________________________________
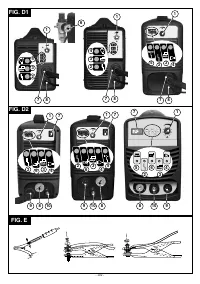
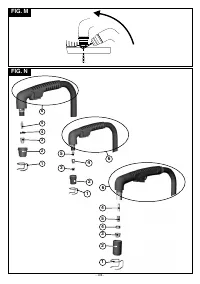
Operazioni preliminari.
ATTENZIONE! L'inosservanza delle regole sopraesposte
Prima di iniziare le operazioni di taglio, verificare il corretto montaggio
rende inefficace il sistema di sicurezza previsto dal costruttore
delle parti di consumo ispezionando la testa della torcia come indicato
(classe
I
) con conseguenti gravi rischi per le persone (es. shock
nel paragrafo "MANUTENZIONE TORCIA".
elettrico) e per le cose (es. incendio).
- Accendere la sorgente di corrente ed impostare la corrente di taglio
___________________________________________________________________________________
(FIG. C-1)
in base allo spessore e al tipo di materiale metallico che si
intende tagliare. In
TAB.3
è ripor tata la velocità di taglio in funzione
CONNESSIONI DEL CIRCUITO DI TAGLIO
___________________________________________________________________________________
dello spessore per i materiali alluminio, ferro e acciaio.
- Premere e rilasciare il pulsante torcia dando luogo all’eflusso aria (
³
30
secondi di post-aria).
ATTENZIONE! PRIMA DI ESEGUIRE I SEGUENTI
- Regolare, durante questa fase, la pressione dell’aria sino a leggere sul
COLLEGAMENTI ACCERTARSI CHE LA SORGENTE DI CORRENTE
manometro il valore in “bar” richiesto in base alla torcia utilizzata
(TAB.
SIA SPENTA E SCOLLEGATA DALLA RETE DI ALIMENTAZIONE.
2)
.
La Tabella 1
(TAB. 1)
ripor ta i valori consigliati per il cavo di ritorno (in
2
- Agire sul pulsante aria e far fuoriuscire l’aria dalla torcia.
mm ) in base alla massima corrente erogata dalla macchina.
- Agire sulla manopola:
tirare
verso l’alto
per sbloccare e
ruotare
per
___________________________________________________________________________________
- 9 -
"Caricamento dell'istruzione" significa che è necessario attendere finché il file non è caricato e pronto per la lettura online. Alcune istruzioni sono molto grandi e il tempo di caricamento dipende dalla velocità della tua connessione a Internet.
Altri modelli di apparecchiature per la saldatura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA