Telwin INVERPULSE 425 MIG TIG MMA - Manuale d'uso - Pagina 7










- 14 -
2- Connettore 14p per il collegamento del comando a distanza.
3- Raccordi rapidi per tubazioni acqua della torcia MIG.
4- Attacco centralizzato per torcia MIG (Euro).
sul lato posteriore:
5- Connettore 14p per cavo comando di collegamento con la saldatrice.
6- Presa rapida positiva (+) per cavo corrente di saldatura di collegamento con la
saldatrice.
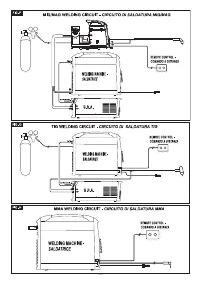
7- Attacco tubo gas (bombola) per saldatura MIG.
8- Raccordi rapidi per collegamento tubi mandata e ritorno acqua di
raffreddamento.
9- Fusibile.
4.2 PANNELLO DI CONTROLLO DELLA SALDATRICE (FIG. C)
Il pannello di controllo è abilitato (cioè i comandi e le segnalazioni sono attivi) solo se la
saldatrice non è collegata all’alimentatore di filo, oppure è impostato il processo MMA
o TIG. Qualora la saldatrice sia collegata all’alimentatore di filo, oppure la funzione
impostata è MIG, quest’ultimo assume automaticamente il controllo completo e sul
display (3) della saldatrice sarà visualizzata la scritta “feed”.
1- LED di segnalazione Allarme
(l’output della saldatrice è bloccato). Sul display
(3) appare un messaggio d’allarme.
Il ripristino della saldatrice è automatico alla cessazione della causa d’allarme.
2- LED presenza tensione in uscita
(output attivo).
3- Display alfanumerico a 3 digit
. Indica:
- La corrente di saldatura in ampere.
Il valore indicato è quello impostato, con saldatrice a vuoto, mentre è quello
reale durante il funzionamento.
- Un messaggio di allarme con la seguente codifica:
- ”AL1” :
intervento protezione termica del circuito primario.
- ”AL2” :
intervento protezione termica del circuito secondario.
- ”AL3” :
intervento protezione per sovratensione della linea di
alimentazione.
- ”AL4” :
intervento protezione per sottotensione della linea di alimentazione.
- ”AL5” :
modello con GRA: intervento protezione per pressione insufficiente
del circuito raffreddamento ad acqua della torcia. Ripristino non
automatico.
modello senza GRA: mancanza collegamento connettore di
polarizzazione alla macchina (FIG. E).
- “AL9” :
intervento protezione componenti magnetici.
- “AL10” :
guasto linea seriale: seriale sconnessa.
- “AL11” :
intervento protezione per mancanza fase della linea di
alimentazione.
- “AL12” :
guasto linea seriale: errore nei dati.
- “AL13” :
eccessivo deposito di polvere interno alla saldatrice, ripristino con:
- pulizia interna della macchina;
- tasto selezione parametri del pannello di controllo.
Allo spegnimento della saldatrice può verificarsi, per alcuni secondi, la
segnalazione
”AL11”
e
“OFF”
.
3a, 3b, 3c - LED di indicazione unità di misura in corso (ampere, secondi,
percentuale).
4- Manopola di comando encoder.
Permette la regolazione dei parametri di saldatura
(4a)
.
: Corrente di saldatura in modalità TIG/MMA.
: In modalità TIG permette la riduzione graduale della corrente al
rilascio del pulsante torcia (regolazione 0-3secondi) e LED
(3b)
illuminato.
: In modalità TIG assume il significato di “Post-gas”, permettendo
di adeguare il tempo di efflusso del gas di protezione a partire
dall’arresto della saldatura (regolazione 0,1-10 secondi e LED
(3b)
illuminato).
: E’ reso attivo esclusivamente se è selezionata la modalità “SPOT”
col tasto
(7)
. Permette l’esecuzione di puntature in modalità TIG
con controllo della durata della saldatura (regolazione 0,1-10
secondi e LED
(3b)
illuminato).
: In funzionamento ad elettrodo MMA, il parametro assume
il significato di “Arc force” permettendo l’impostazione della
sovracorrente dinamica (regolazione 0-100% e LED
(3c)
illuminato).
5- Tasto di selezione del procedimento di saldatura.
Premendo il tasto si illumina il led in corrispondenza alla modalità di saldatura
che si intende adottare:
: elettrodo rivestito “MMA”.
: TIG-DC con innesco dell’arco a contatto (LIFT-ARC).
: MIG.
6- Tasto di inserzione del comando a distanza
.
Con LED
illuminato, la regolazione può essere esclusivamente
effettuata dal comando a distanza e precisamente:
a) Comando a un potenziometro:
permette la regolazione della corrente di
saldatura in modalità TIG/MMA.
b) Comando a due potenziometri:
permette la regolazione della corrente
di saldatura TIG/MMA e la regolazione della SLOPE DOWN in TIG o ARC
FORCE in MMA (selezione LED parametro automatica).
c) Comando a pedale:
permette la regolazione della corrente di saldatura in
modalità TIG/MMA.
NOTA: La selezione “A DISTANZA“ (REMOTE) è resa possibile solo se un
comando a distanza è effettivamente collegato al suo connettore.
7- Tasto di selezione della modalità di controllo del pulsante torcia TIG.
Premendo il tasto si illumina il LED in corrispondenza del:
: funzionamento a 2 tempi, ON-OFF con pulsante premuto.
: funzionamento a 4 tempi, ON-OFF con pulsante rilasciato.
: funzionamento in puntatura TIG (SPOT).
4.2.1 PANNELLO DI CONTROLLO DELL’ALIMENTATORE DI FILO (FIG. D)
1- LED di segnalazione ALLARME
(l’output della macchina è bloccato).
Il ripristino è automatico alla cessazione della causa d’allarme.
Messaggi di allarme esclusivi indicati sui displays
(15)
e
(16)
:
-
“AL7” :
intervento protezione per sovracorrente in saldatura MIG-MAG.
-
“AL8” :
guasto linea seriale: corto in torcia.
Per i rimanenti vedi “PANNELLO DI CONTROLLO DELLA SALDATRICE” (par.
4.2).
2- LED di segnalazione PRESENZA TENSIONE IN TORCIA O SU
ELETTRODO.
3- LED di segnalazione PROGRAMMAZIONE SALDATRICE.
4 - Tasto di richiamo (RECALL) dei programmi di saldatura personalizzati
(vedi par. 4.3.2.4).
5- Tasto di memorizzazione (SAVE) di programmi di saldatura personalizzati
(vedi par. 4.3.2.3).
6- Tasto di selezione programma di saldatura e display a 2 digit.
Premendo in successione il tasto, il display visualizza i numeri compresi tra “0”
e “36”. Ad ogni numero fra “1” e “36” è associato un programma di saldatura
sinergico
(vedi TAB. 3)
mentre al numero “0” è associata la funzionalità in
manuale della saldatrice, in cui tutti i parametri possono essere impostati
dall’operatore (solo in MIG-MAG SHORT e SPRAY ARC).
7- Tasto di selezione del procedimento di saldatura.
Premendo il tasto si illumina il LED in corrispondenza alla modalità di saldatura
che si intende adottare:
: MIG-MAG con modalità “SHORT/SPRAY ARC”.
: MIG-MAG con modalità “PULSE ARC”.
: MIG-MAG con modalità “PULSE ON PULSE”.
8- Tasto di selezione della modalità di controllo del pulsante torcia MIG-
MAG.
Premendo il tasto si illumina il LED in corrispondenza del:
: funzionamento a 2 tempi, ON-OFF con pulsante premuto.
: funzionamento a 4 tempi, ON-OFF con pulsante rilasciato.
: funzionamento bi-level per MIG-MAG, TIG.
: funzionamento in puntatura MIG-MAG (SPOT).
9- Tasto di inserzione del comando a distanza
.
Con LED
illuminato, la regolazione può essere esclusivamente
effettuata dal comando a distanza e precisamente:
- comando a due potenziometri:
sostituisce la funzione delle manopole
encoder
(14)
e
(13).
NOTA: La selezione “A DISTANZA“ (REMOTE) è resa possibile solo se un
comando a distanza è effettivamente collegato al suo connettore.
10- Tasto di selezione dei parametri di saldatura.
Premendo in successione il tasto, viene illuminato uno dei LEDS da
(10a)
a
(10h)
a cui è associato uno specifico parametro. L’impostazione del valore di ciascun
parametro attivato, è eseguibile per mezzo della manopola
(13)
ed indicato sul
display
(15)
. Durante queste impostazioni la manopola
(14)
regola il valore del
livello principale di saldatura indicato sul display
(16)
, sia esso corrente o velocità
filo (vedi descrizione punto
(14)
), tranne che per
(10b)
.
Solo con il led
(10b)
acceso la manopola
(14)
permette di regolare il valore del
livello secondario (vedi descrizione led
(10b)
).
Nota:
i parametri che non sono modificabili dall’operatore, a seconda che si stia
lavorando con un programma sinergico o in modalità manuale “PRG 0” sono
automaticamente esclusi dalla selezione; il LED corrispondente non s’illumina.
10a-
Questo parametro è visualizzato automaticamente durante le operazioni di
saldatura MIG-MAG, indicando la tensione d’arco reale (led (15a) illuminato).
Regolazioni:
Short arc
Durante l’impostazione di un programma sinergico MIG-MAG Short arc permette
di regolare la correzione che si intende apportare alla lunghezza d’arco calcolata
in sinergia (range da -5% a +5%) (led
(15c)
illuminato).
Nella stessa condizione impostando la funzione bi-level il parametro assume il
significato di correzione della lunghezza d’arco del livello principale di saldatura,
calcolata sempre in sinergia (range da -5% a +5%) (led
(15c)
illuminato).
Short arc “PRG 0”
Sempre in funzionamento MIG-MAG Short arc, programma manuale “PRG
0”, permette di impostare la tensione d’arco effettiva (range 10-40)(led
(15a)
illuminato).
Nella stessa condizione, impostando la funzione bi-level il parametro assume
il significato di tensione d’arco effettiva del livello principale di saldatura (range
10-40) (led
(15a)
illuminato).
Durante l’impostazione di un programma sinergico MIG-MAG Pulse arc permette
di regolare la correzione che si intende apportare alla lunghezza d’arco calcolata
in sinergia (range da -5% a +5%) (led
(15c)
illuminato).
Nella stessa condizione impostando la funzione bi-level, pulse on pulse o T
start
il
parametro assume il significato di correzione della lunghezza d’arco del livello
principale di saldatura, calcolata sempre in sinergia (range da -5% a +5%) (led
(15c)
illuminato).
10b-
Short arc
Nei programmi sinergici MIG-MAG short arc, impostando la funzione bi-level
permette di regolare la corrente/velocità filo (con manopola
(14)
) e la correzione
della lunghezza d’arco (con manopola
(13)
) del livello secondario di saldatura,
calcolata in sinergia (range da -5% a +5%) (led
(15c)
illuminato).
Short arc “PRG 0”
Selezionando il programma manuale “PRG 0” con la funzione bi-level, permette
di regolare la velocità del filo (con manopola
(14)
, (led
16c
) illuminato) e la
tensione d’arco effettiva (con manopola
(13)
) del livello secondario I
1
di saldatura
(range 10-40)((led
(15a)
illuminato)
.
In modalità MIG-MAG pulse arc, impostando le funzioni bi-level, pulse
on pulse
o T
start
, permette di regolare la corrente I
1
e I
s
(I
start
)(con manopola
(14)
) e la
correzione della lunghezza d’arco (con manopola
(13)
) del livello secondario di
saldatura, calcolata in sinergia (range da -5% a +5%)(led
(15c)
illuminato).
"Caricamento dell'istruzione" significa che è necessario attendere finché il file non è caricato e pronto per la lettura online. Alcune istruzioni sono molto grandi e il tempo di caricamento dipende dalla velocità della tua connessione a Internet.
Altri modelli di apparecchiature per la saldatura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA