Telwin INVERPULSE 425 MIG TIG MMA - Manuale d'uso - Pagina 10










- 17 -
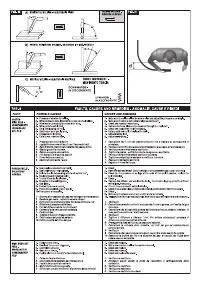
a farla fuoriuscire dalla testa della torcia.
4- Riavvitare il dado fermaguaina a mano.
5- Tagliare a filo il tratto di guaina eccedente comprimendola leggermente; ritoglierla
dal cavo torcia.
6- Smussare la zona di taglio della guaina e reinserirla nel condotto del cavo-torcia.
7- Riavvitare quindi il dado stringendolo con una chiave.
8- Rimontare il tubetto di contatto e l’ugello.
5.7.2 Guaina in materiale sintetico per fili alluminio
Eseguire le operazioni 1, 2, 3 come indicato per la guaina acciaio (non considerare le
operazioni 4, 5, 6, 7,8).
9- Riavvitare il tubetto di contatto per alluminio verificando che vada in contatto con
la guaina.
10- Inserire sull’estremità opposta della guaina (lato attacco torcia) il nipple di
ottone, l’anello OR e, mantenendo la guaina in leggera pressione, serrare
il dado fermaguaina. La parte della guaina in eccesso sarà rimossa a misura
successivamente (vedi (13)). Estrarre dal raccordo torcia del trainafilo il tubo
capillare per guaine acciaio.
11- NON E’ PREVISTO IL TUBO CAPILLARE per guaine alluminio di diametro 1,6-
2,4mm (colore giallo); la guaina verrà quindi inserita nel raccordo torcia senza di
esso.
Tagliare il tubo capillare per guaine alluminio di diametro 1-1,2mm (colore rosso)
ad una misura inferiore di 2 mm circa rispetto a quella del tubo acciaio, ed inserirlo
sull’estremità libera della guaina.
12- Inserire e bloccare la torcia nel raccordo del trainafilo, segnare la guaina a 1-2mm
di distanza dai rulli, riestrarre la torcia.
13- Tagliare la guaina, alla misura prevista, senza deformarne il foro d’ingresso.
Rimontare la torcia nel raccordo del trainafilo e montare l’ugello gas.
6. SALDATURA: DESCRIZIONE DEL PROCEDIMENTO
6.1 SALDATURA MIG-MAG
6.1.1 MODALITÀ DI TRASFERIMENTO SHORT ARC (ARCO CORTO)
La fusione del filo e distacco della goccia avviene per corto-circuiti successivi dalla
punta del filo nel bagno di fusione (fino a 200 volte al secondo).
Acciai al carbonio e basso-legati
- Diametro fili utilizzabili:
0,6-1,2mm
- Gamma corrente di saldatura:
40-210A
- Gamma tensione d’arco:
14-23V
- Gas utilizzabile:
CO
2
o miscele Ar/CO
2
o Ar/CO
2
-O
2
Acciai inossidabili
- Diametro fili utilizzabili:
0,8-1mm
- Gamma corrente di saldatura:
40-160A
- Gamma tensioni d’arco:
14-20V
- Gas utilizzabile:
miscele Ar/O
2
o Ar/CO
2
(1-2%)
Alluminio e leghe
- Diametro fili utilizzabili:
0,8-1,6mm
- Gamma corrente di saldatura:
75-160A
- Gamma tensioni di saldatura:
16-22V
- Gas utilizzabile:
Ar 99,9%
Tipicamente il tubetto di contatto deve essere a filo dell’ugello o leggermente sporgente
con i fili più sottili e tensione d’arco più basse; la lunghezza libera del filo (stick-out)
sarà normalmente compresa tra 5 e 12mm.
In MANUALE “PRG 0” adeguare il valore della reattanza:
- 5%-60% con fili diametro 0,8-1mm acciaio al carbonio.
- 50%-80% con fili diametro 1,2-1,6mm acciaio al carbonio.
- 0%-80% con fili inox e alluminio.
Applicazione:
Saldatura in ogni posizione, su spessori sottili o per la prima passata
entro smussi favorita dall’apporto termico limitato e il bagno ben controllabile.
NOTA:
Il trasferimento SHORT ARC per la saldatura dell’alluminio e leghe dev’essere
adottato con precauzione (specialmente con fili di diametro >1mm) in quanto può
presentarsi il rischio di difetti di fusione.
6.1.2 MODALITÀ DI TRASFERIMENTO SPRAY ARC (ARCO A SPRUZZO)
La fusione del filo avviene a correnti e tensioni più elevate rispetto lo “short arc” e la
punta del filo non entra più in contatto col bagno di fusione; da essa prende origine un
arco attraverso cui passano le gocce metalliche provenienti dalla fusione continua del
filo elettrodo, in assenza quindi di corto-circuiti.
Acciai al carbonio e basso legati
- Diametro fili utilizzabili:
0,8-1,6mm
- Gamma corrente di saldatura:
180-450A
- Gamma tensione d’arco:
24-40V
- Gas utilizzabile:
miscele Ar/CO
2
o Ar/CO
2
-O
2
Acciai inossidabili
- Diametro fili utilizzabili:
1-1,6mm
- Gamma corrente di saldatura:
140-390A
- Gamma tensione di saldatura:
22-32V
- Gas utilizzabile:
miscele Ar/O
2
o Ar/CO
2
(1-2%)
Alluminio e leghe
- Diametro fili utilizzabili:
0,8-1,6mm
- Gamma corrente di saldatura:
120-360A
- Gamma tensione di saldatura:
24-30V
- Gas utilizzabile:
Ar 99,9%
Tipicamente il tubetto di contatto deve essere all’interno dell’ugello di 5-10mm, tanto
più quanto più è elevata la tensione d’arco; la lunghezza libera del filo (stick-out) sarà
normalmente compresa tra 10 e 12mm.
In MODALITÀ MANUALE “PRG 0”, una volta che i parametri velocità di filo e tensione
d’arco siano stati selezionati correttamente (ossia con valori compatibili), il valore di
reattanza da selezionare è indifferente.
Applicazione:
Saldatura in piano con spessori non inferiori a 3-4mm (bagno molto
fluido); la velocità d’esecuzione e il tasso di deposito sono molto elevati (alto apporto
termico).
6.1.3 MODALITÀ DI TRASFERIMENTO PULSE ARC (ARCO PULSATO)
E’ un trasferimento “controllato” situato nella zona di funzionalità “spray-arc” (spray-arc
modificato) e possiede quindi i vantaggi di velocità di fusione e assenza di proiezioni
estendendosi a valori di corrente notevolmente bassi, tali da soddisfare anche molte
applicazioni tipiche del “short-arc”.
Ad ogni impulso di corrente corrisponde il distacco di una singola goccia del filo
elettrodo; il fenomeno avviene con una frequenza proporzionale alla velocità di
avanzamento filo con legge di variazione legata al tipo e al diametro del filo stesso
(valori tipici di frequenza: 30-300Hz).
Acciai al carbonio e basso legati
- Diametro fili utilizzabili:
0,8-1,6mm
- Gamma corrente di saldatura:
60-360A
- Gamma tensione d’arco:
18-32V
- Gas utilizzabile:
miscele Ar/CO
2
o Ar/CO
2
-O
2
(CO
2
max 20%)
Acciai inossidabili
- Diametro fili utilizzabili:
0,8-1,2mm
- Gamma corrente di saldatura:
50-230A
- Gamma tensione di saldatura:
17-26 V
- Gas utilizzabile:
miscele Ar/cO
2
o Ar/CO
2
(1-2%)
Alluminio o leghe:
- Diametro fili utilizzabili:
0,8-1,6mm
- Gamma corrente di saldatura:
40-320A
- Gamma tensione di saldatura:
17-28V
- Gas utilizzabile:
Ar 99,9%
Tipicamente il tubetto di contatto deve essere all’interno dell’ugello di 5-10mm, tanto
più quanto più è elevata la tensione d’arco; la lunghezza libera del filo (stick-out) sarà
normalmente compresa tra 10 e 12mm.
Applicazione
: saldatura in “posizione” su spessori medio-bassi e su materiali
termicamente suscettibili,
particolarmente adatto per saldare su leghe leggere
(alluminio e sue leghe) anche su spessori inferiori a 3mm
.
6.1.4 REGOLAZIONE DEI PARAMETRI DI SALDATURA IN MIG-MAG
6.1.4.1 Gas di protezione
La portata del gas di protezione deve essere:
short arc:
8-14 l/min;
spray arc e pulse arc:
12-20 l/min
in funzione dell’intensità della corrente di saldatura e del diametro dell’ugello.
6.1.4.2 Corrente di saldatura
La regolazione della corrente di saldatura viene eseguita dall’operatore ruotando la
manopola encoder
(FIG. D (14))
.
Con selezione SPRAY/SHORT ARC
, ad ogni rotazione della manopola encoder
(14)
corrisponde la regolazione della velocità del filo (m/minuto), visualizzata sul display
(16)
; durante la saldatura, il display commuta automaticamente sul valore della
corrente reale (ampere).
Con selezione PULSE ARC o PULSE ARC PULSE-ON-PULSE
ad ogni rotazione
della manopola encoder
(14)
corrisponde la regolazione della corrente di saldatura,
visualizzata sul display
(16)
; durante la saldatura, il display commuta automaticamente
sul valore della corrente reale.
In entrambe le modalità è possibile premendo il tasto
17
) passare alla
regolazione dello spessore in mm (LED
(16b)
illuminato) con encoder
14
). La macchina
calcola automaticamente la corrente necessaria per saldare tale spessore. Anche in
questo caso il display commuta sul valore della corrente reale (ampere) durante la
saldatura.
Si osservi che in tutti i programmi sinergici i valori minimo e massimo impostabili
(m/minuto, ampere o spessore in mm) sono quelli programmati in fabbrica e non
modificabili dall’utente.
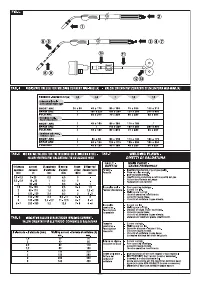
Valori orientativi della corrente con i fili più comunemente usati sono illustrati in Tabella
(
TAB. 4
).
6.1.4.3 Tensione d’arco e Strozzatura d’arco (pinch-off)
Nei programmi sinergici MIG-MAG pulse-arc e pulse-on-pulse
(10d)
questi due
parametri determinano la dimensione dell’arco
durante la saldatura
.
La tensione d’arco indica la distanza del filo dal pezzo, il margine di discrezionalità
dell’operatore è limitato alla semplice correzione da -5% a +5% del valore di tensione
predefinito in ogni programma, per poter eventualmente adeguare l’effettiva lunghezza
dell’arco per esigenze specifiche. Più alto è il valore e più distante sarà il filo dal
pezzo.
In programma manuale “PRG 0” la tensione d’arco viene definita impostando un valore
adeguato alla velocità filo selezionata secondo la relazione seguente:
U
2
= ( 14+0,05 I
2
) dove:
- U
2
= Tensione d’arco in volt.
- I
2
= Corrente di saldatura in ampere.
Tenere presente che al valore di tensione selezionato a vuoto corrisponderà una
tensione a carico (in saldatura) di 2-4V inferiore.
La strozzatura d’arco invece determina la concentrazione o ampiezza dell’arco, il
campo di regolazione di questo parametro è da -10% a +10% di quello inserito per
default dei programmi. Più alto è questo valore e più concentrato sarà l’arco.
6.1.5 FUNZIONAMENTO BI-LEVEL E PULSE ON PULSE
Il funzionamento bi-level:
si imposta tramite il tasto
(FIG. D (8))
ed è selezionabile
in modalità MIG-MAG pulse arc e short arc. Il ciclo di saldatura inizia premendo e
rilasciando il pulsante torcia (come in 4 Tempi), il punto di lavoro iniziale della
saldatrice è pari al livello principale di saldatura
(FIG. D (LED (10a))
e la macchina
visualizza corrente e tensione di questo punto di lavoro. Premendo il pulsante torcia
per una durata minore di 0,5 secondi, la macchina cambia il punto di lavoro dal livello
principale a quello secondario
(FIG. D (LED (10b))
, visualizzando su display corrente
e tensione del livello secondario. Ad ogni pressione successiva del pulsante torcia, la
macchina continua a passare da un livello all’altro finchè il pulsante non viene tenuto
premuto per un tempo maggiore di 0,5 secondi tale da avviare la rampa di discesa
della corrente quindi la conclusione della saldatura.
Durante la saldatura anche se la macchina visualizza il valore istantaneo di corrente e
tensione, è possibile variare solo la corrente e la tensione d’arco del livello principale
di saldatura.
I
l funzionamento MIG-MAG Pulse on Pulse:
si attiva con il tasto
(FIG. D (7))
assieme
con il led del MIG-MAG Pulse arc. Questa modalità è un particolare tipo di bi-level
poiché anche in questo caso abbiamo due punti di lavoro impostabili con gli stessi
criteri del bi-level
(FIG. D (LED (10a) e (10b))
. Le durate di ciascun livello t
1
e t
2
sono
entrambi impostabili
(FIG. D (LED (10c) e (10d))
e non vengono decisi manualmente
come avviene invece nel bi-level. Durante la saldatura la macchina continua pertanto
a variare in automatico il punto di lavoro dal livello principale (con durata t
1
) a quello
secondario (con durata t
2
).
Il fenomeno che si viene a creare è quello di avere una pulsazione nella pulsazione da
cui deriva il nome. Impostando correttamente i due livelli e le due durate è possibile
ottenere una saldatura ondulata molto simile alla saldatura TIG.
6.2 SALDATURA TIG (DC)
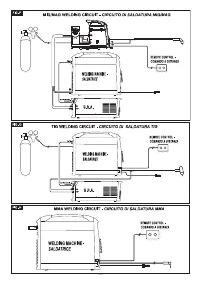
Dopo avere effettuato Ie connessioni del circuito di saldatura come descritto nel par.
5.5.2 è necessario:
"Caricamento dell'istruzione" significa che è necessario attendere finché il file non è caricato e pronto per la lettura online. Alcune istruzioni sono molto grandi e il tempo di caricamento dipende dalla velocità della tua connessione a Internet.
Altri modelli di apparecchiature per la saldatura Telwin
-
 Telwin BIMAX 105
Telwin BIMAX 105
-
 Telwin BIMAX 132 TURBO
Telwin BIMAX 132 TURBO
-
 Telwin BIMAX 152 TURBO
Telwin BIMAX 152 TURBO
-
 Telwin BIMAX 162 TURBO
Telwin BIMAX 162 TURBO
-
 Telwin BIMAX 182 TURBO
Telwin BIMAX 182 TURBO
-
 Telwin BIMAX 4 165 TURBO
Telwin BIMAX 4 165 TURBO
-
 Telwin BIMAX 4 195 TURBO
Telwin BIMAX 4 195 TURBO
-
 Telwin ENTERPRISE PLASMA 160 HF
Telwin ENTERPRISE PLASMA 160 HF
-
 Telwin INVERPULSE 320 MIG TIG MMA
Telwin INVERPULSE 320 MIG TIG MMA
-
 Telwin INVERPULSE 320 R A MIG TIG MMA
Telwin INVERPULSE 320 R A MIG TIG MMA