Telwin ENTERPRISE PLASMA 160 HF - Manuale d'uso - Pagina 4















prima di sostare in prossimità delle aree di utilizzo di questo
- Kit elettrodi-ugelli prolungati.
- Unità taglio circolare.
sistema di taglio al plasma.
Ai portatori di dispositivi elettrici o elettronici vitali è vietato
3. DATI TECNICI
l'utilizzo di questo sistema di taglio al plasma.
TARGA DATI
I principali dati relativi all'impiego e alle prestazioni del sistema di taglio al
plasma sono riassunti nella targa caratteristiche col seguente significato:
Fig. A
1-
Norma EUROPEA di riferimento per la sicurezza e la costruzione
- Questo sistema di taglio al plasma soddisfa ai requisiti dello
delle macchine per saldatura ad arco e taglio al plasma.
standard tecnico di prodotto per l'uso esclusivo in ambienti
2-
Simbolo della struttura interna della macchina.
industriali e a scopo professionale.
3-
Simbolo del procedimento di taglio plasma.
N o n è a s s i c u r a t a l a r i s p o n d e n z a a l l a c o m p a t i b i l i t à
4-
Simbolo
S
: indica che possono essere eseguite operazioni di taglio in
elettromagnetica in ambiente domestico.
un ambiente con rischio accresciuto di shock elettrico (p.es. in stretta
vicinanza di grandi masse metalliche).
5-
Simbolo della linea di alimentazione:
PRECAUZIONI SUPPLEMENTARI
1~: tensione alternata monofase
3~: tensione alternata trifase
LE OPERAZIONI DI TAGLIO AL PLASMA:
6-
Grado di protezione dell'involucro.
-
In ambiente a rischio accresciuto di shock elettrico;
7-
Dati caratteristici della linea di alimentazione:
-
In spazi confinati;
- U
:
Tensione alternata e frequenza di alimentazione della
1
-
In presenza di materiali infiammabili o esplodenti;
macchina (limiti ammessi ±10%):
D E VO N O e s s e r e p r e v e n t i v a m e n t e v a l u t a t e d a u n
- I
:
Corrente massima assorbita dalla linea.
1 max
"Responsabile esperto" ed eseguiti sempre con la presenza
- I
:
Corrente effettiva di alimentazione
1eff
di altre persone istruite per interventi in caso di emergenza.
8-
Prestazioni del circuito di taglio:
DEVONO essere adottati i mezzi tecnici di protezione descritti
- U
:
tensione massima a vuoto (circuito di taglio aperto).
0
in 5.10; A.7; A.9. della "SPECIFICA TECNICA IEC o CLC/TS
- I /U :
Corrente e tensione corrispondente normalizzata che
2
2
62081”.
possono venire erogate dalla macchina durante il taglio.
- DEVONO essere proibite le operazioni di taglio mentre la
- X
:
Rapporto d'intermittenza: indica il tempo durante il quale la
sorgente di corrente è sostenuta dall'operatore (es. per mezzo
macchina può erogare la corrente corrispondente (stessa
di cinghie).
colonna). Si esprime in %, sulla base di un ciclo di 10min
- DEVONO essere proibite le operazioni di taglio con operatore
(p.es. 60% = 6 minuti di lavoro, 4 minuti sosta; e così via).
sollevato da terra, salvo eventuale uso di piattaforme di
Nel caso i fattori d'utilizzo (di targa, riferiti a 40°C ambiente)
sicurezza.
vengano superati si deter minerà l'inter vento della
- ATTENZIONE! SICUREZZA DEL SISTEMA PER TAGLIO
protezione termica ( la macchina rimane in stand-by finché la
PLASMA.
sua temperatura non rientri nei limiti ammessi .
Solo il modello di torcia previsto ed il relativo abbinamento con
- A/V-A/V:
Indica la gamma di regolazione della corrente di taglio
la sorgente di corrente come indicato sui "DATI TECNICI"
(minimo - massimo) alla corrispondente tensione d'arco.
garantisce che le sicurezze previste dal costruttore siano
9-
Numero di matricola per l’identificazione della macchina
efficaci (sistema di interblocco).
(indispensabile per assistenza tecnica, richiesta ricambi, ricerca
- NON UTILIZZARE torce e relative parti di consumo di diversa
origine del prodotto).
origine.
10-
:Valore dei fusibili ad azionamento ritardato da prevedere
- NON TENTARE DI ACCOPPIARE ALLA SORGENTE DI
per la protezione della linea
CORRENTE torce costruite per procedimenti di taglio o
11-
Simboli riferiti a norme di sicurezza il cui significato è ripor tato nel
SALDATURA non previsti in queste istruzioni.
capitolo 1 “Sicurezza generale per la saldatura ad arco”.
- IL MANCATO RISPETTO DI QUESTE REGOLE può dare luogo a
GRAVI pericoli per la sicurezza fisica dell'utente e danneggiare
Nota: L'esempio di targa ripor tato è indicativo del significato dei simboli e
l'apparecchiatura.
delle cifre; i valori esatti dei dati tecnici del sistema di taglio al plasma in
vostro possesso devono essere rilevati direttamente sulla targa della
macchina stessa.
RISCHI RESIDUI
ALTRI DATI TECNICI:
- RIBALTAMENTO: collocare la sorgente di corrente per taglio al
- SORGENTE DI CORRENTE : vedi tabella 1 (TAB.1)
plasma su una superfice orizzontale di portata adeguata alla
- TORCIA : vedi tabella 2 (TAB.2)
massa; in caso contrario (es. pavimentazioni inclinate,
Il peso della macchina è riportato in tabella 1 (TAB. 1).
sconnesse etc...) esiste il pericolo di ribaltamento.
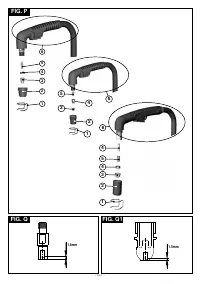
4. DESCRIZIONE DEL SISTEMA DI TAGLIO AL PLASMA
- USO IMPROPRIO: è pericolosa l'utilizzazione del sistema di
taglio plasma per qualsiasi lavorazione diversa da quella
prevista.
2. INTRODUZIONE E DESCRIZIONE GENERALE
PRINCIPALI CARATTERISTICHE
ACCESSORI DI SERIE
- Torcia per taglio plasma.
- Kit raccordi per allacciamento aria compressa.
ACCESSORI A RICHIESTA
- Kit elettrodi-ugelli di ricambio.
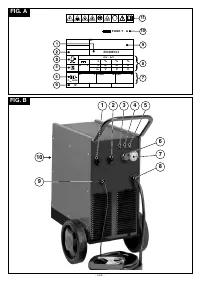
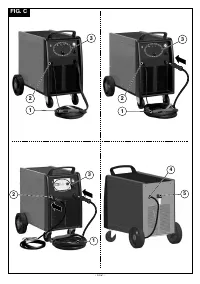
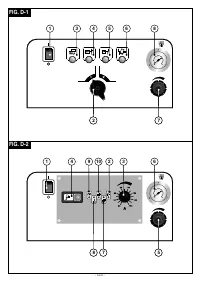
Dispositivi di controllo, regolazione e connessione
Versioni con innesco a contatto (I
2
max
£
50A) (FIG. B)
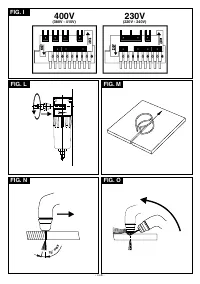
1 - Commutatore cambio tensione e arresto
- In posizione 400V (230V) la macchina è pronta per il funzionamento,
- È vietato il sollevamento della macchina se non sono stati
segnale luminoso acceso (3). I circuiti di controllo e servizio sono
p r e v e n t i v a m e n t e s m o n t a t i t u t t i i c a v i / t u b a z i o n i d i
alimentati, ma non è presente tensione alla torcia (STAND BY).
- In posizione O (OFF) è inibito qualunque funzionamento; i dispositivi
interconnessioni o di alimentazione.
di controllo sono disattivati, segnale luminoso spento.
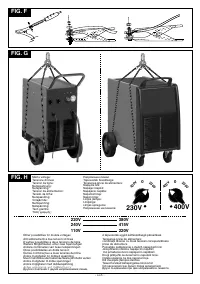
L’unica modalità di sollevamento ammessa è quella prevista
2 - Regolazione della corrente di taglio
nella sezione “INSTALLAZIONE” di questo manuale.
- Permette di predisporre l’intensità di corrente di taglio fornita dalla
macchina da adottare in funzione dell’applicazione (spessore del
materiale/velocità).
Sistema di taglio al plasma ad aria compressa carrellato, trifase,
3 - Segnale luminoso
ventilato. Consente il taglio veloce senza deformazione su acciaio,
- Quando acceso indica che la macchina è pronta per il
acciaio inox, acciai galvanizzati, alluminio, rame, ottone, ecc. Il ciclo di
funzionamento.
taglio è attivato da un arco pilota, che può essere innescato da
4 - Segnale luminoso bianco: TORCIA IN TENSIONE
cortocircuito elettrodo - ugello (versioni con I
2
max 50A) o da una
- Quando acceso indica che il circuito di taglio è attivato: Arco Pilota o
scarica alta frequenza (HF) (versioni con I
2
max
³
70A).
Arco di Taglio “ON”.
Possibilità di utilizzo di ugelli prolungati.
- E’ normalmente spento (circuito di taglio disattivato) con pulsante
torcia NON azionato (condizione di stand by).
- E’ spento, con pulsante torcia azionato, nelle seguenti condizioni:
- Regolazione della corrente di taglio.
- Durante le fasi di PRE-ARIA (1s) e POST-ARIA (>30s).
- Dispositivo di controllo tensione in torcia.
- Se l’arco pilota non viene trasferito al pezzo entro il tempo massimo
- Dispositivo di controllo pressione aria, cortocircuito torcia (solo per
di 2 secondi.
versioni con I
2
max
³
70A).
- Se l’arco di taglio s’interrompe per eccessiva distanza torcia-pezzo,
- Protezione termostatica.
eccessiva usura dell’elettrodo o allontanamento forzato della torcia
- Visualizzazione della pressione aria.
dal pezzo.
- Comando raffreddamento torcia (solo per versione chopper).
2
- Se è intervenuto un sistema di SICUREZZA.
- Memorizzazione su E PROM interna degli ultimi 10 stati di allarme
5 - Segnale luminoso giallo: PROTEZIONE TERMICA
(solo per versione chopper).
- Quando acceso indica sovrariscaldamento della sorgente di
- Sovratensione, sottotensione, mancanza fase (solo per versione
corrente; durante questa fase è inibito il funzionamento della
chopper).
macchina.
- Il ripristino è automatico (spegnimento della lampada) dopo che la
temperatura è rientrata nel limite ammesso.
6 - Regolatore di pressione aria compressa.
7 - Manometro.
- Agire sulla manopola (tirare per sbloccare e ruotare) per regolare la
pressione, leggere il valore richiesto (bar) sul manometro, spingere
la manopola per bloccare la regolazione.
£
- 8 -
"Caricamento dell'istruzione" significa che è necessario attendere finché il file non è caricato e pronto per la lettura online. Alcune istruzioni sono molto grandi e il tempo di caricamento dipende dalla velocità della tua connessione a Internet.