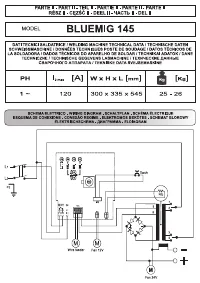
Awelco BLUEMIG 145 - Manuale d'uso - Pagina 5







3.2. MOTORE TRAINAFILO
Assicurarsi che il rullino d’avanzamento filo abbia la cava di diametro
uguale a quella del filo. Il rullino porta stampigliato sul fianco il diametro
del filo che si può adoperare. Per saldare con filo pieno con GAS di
protezione sostituire il rullino del gruppo trainafilo con rullino con
scanalatura avente forma
V
per il filo in acciaio e a forma di
U
per il filo di
alluminio. Richiedere tali rullini e il riduttore di pressione al vostr o
rivenditore di fiducia o alla società costruttitrice se si intende usare la
saldatrice con gas di protezione.
3.3. INSERIMENTO DEL FILO
1. Disinnestare il braccetto con molla (1) e ruotarlo verso l’alto (2) in
modo da allontanarlo dal rullino (3). Assicuratevi che il rullino port i
stampigliato nel lato a vista il diametro del filo che si sta usando.
2. Con attenzione staccare il filo dalla bobina portafilo. Per evitare noiosi
sbobinamenti tenerlo in tensione fino al punto (5).
3. Tagliare i primi 100 mm di filo o comunque tutta la parte non
perfettamente diritta.
4. Inserire il filo nella guida (4), sopra il rullino (3) e quindi inserirlo nel
tubo capillare (5).
5. Chiudere il braccetto premifilo lasciando la molla caricata. Ruotare la
bobina in modo da allentare ulteriormente il filo.
6. La manopola di regolazione della pressione del filo è regolata a met à
pressione. Nel caso la pressione sia eccessiva (rischio di appiattire il filo),
svitare la manopola in modo da ridurre la pressione. Una pressione
maggore è richiesta nel caso si usi filo da 0,6 mm. Se il rullino guida
slitta, bisogna aumentare la pressione fino a che il filo avanzi
regolarmente.
7. Togliere l’ugello guida gas e la punta di contatto.dalla pistola della
torcia.
8. Metter l’interruttore in posizione “ON” (“ I “).
9. Tirare il cavo della torcia in modo che sia ben diritto.
10.Premere il pulsante della torcia ed alimentare il filo fino a che ess o
appaia all’estremità della torcia (attenzione non puntare la pistola contr o
voi o altre persone), quindi rilasciare il pulsante.
11.Spegnere la macchina mettendoin posizione “OFF” ( “O”).
12.Riposizionare la punta di contatto e l’ugello gas.
13.Tagliare il filo di 6-10 mm oltre la punta. Ora la macchina è pronta per
saldare.
3.4. COLLEGAMENTO DELLA TORCIA
La torcia è collegata direttamente e, quindi è già pronta per l’uso. Una
eventuale sostituzione va fatta con molta cura. E’preferibile farla eseguire
da un tecnico esperto. Per sostituire la punta guida gas è sufficiente
svitare oppure tirare verso l’esterno. La punta guida gas va tolta ogni
qual volta bisogna sostituire l’ugello guidafilo. Tale ugello deve esser e
sempre del diametro appropriato a quello del filo. Tenere sempre
perfettamente pulita la punta guida gas.
4. MODI DI SALDATURA
4.1. SALDATURA IN CONTINUO
E’ il sistema maggiormente adoperato. Una volta preparata la macchina
è sufficiente premere il pulsante della torcia ed iniziare le operazioni di
saldatura. Per smettere di saldare è sufficiente rilasciare il pulsante della
torcia.
4.2. PRESSIONE DEL GAS
La pressione del gas va regolata in modo che l’erogazione corrisponda
ad un valore compreso tra i 6 e i 12 litri.
4.3. SALDATURA GAS – NO GAS
4.3.1. Gas
– Collegare il morsetto della torcia nell’uscita positiva “
+”
e la
pinza della massa nell’uscita negativa “
-”.
4.3.2. No-Gas
– (Solo per i modelli che hanno questa predisposizione)
Effettuare il cambio di polarità, collegare, quindi, la pinza della mass a
nella connessione positiva “
+
” e il morsetto della torcia nella connessione
negativa “
-
”.
4.4. SALDATURA MIG - MAG
A) MIG = M
etal
I
nert
G
as
B) MAG = M
etal
A
ctive
G
as
I due procedimenti sono perfettamente equivalenti, ciò che cambia è il
tipo di gas adoperato. Nel caso A il gas adoperato è l’ARGON (gas
inerte). Nel caso B il gas adoperato e il CO
2
(gas attivo). Per saldare le
leghe d’alluminio o d’inox è necessario adoperare ARGON puro o al
massimo una miscela composta dall’80% di ARGON e dal 20% di CO
2
.
Si può adoperare la CO
2
da sola soltanto nel caso di saldatura di acciaio
al carbonio (ferro).
5. GUIDA ALLA SALDATURA
5.1. REGOLA GENERALE
Quando la saldatura è regolata al minimo è necessario che la lunghezza
dell’arco sia piccola. Questo si ottiene tenendo la torcia il più vicino
possibile al pezzo da lavorare e con una inclinazione di circa 60 gradi. La
lunghezza dell’arco può essere aumentata man mano che si aumenta
l’intensità di corrente, al massimo si può arrivare ad una distanza di circa
20mm.
5.2. CONSIGLI DI CARATTERE GENERALE
Di tanto in tanto alcuni difetti si possono verificare nella saldatura. Questi
difetti si possono eliminare prestando attenzione ad alcuni suggerimenti
che qui di seguito Vi proponiamo:
- Porosità
Piccoli fori nella saldatura, non dissimili da quelli della superficie della
cioccolata, possono essere causati da interruzione del flusso di gas o
talvolta dall’in-clusione di piccoli corpi estranei. Il rimedio usuale è molar e
la saldatura e rifare la saldatura. Prima, però, bisogna controllare il fluss o
di gas (circa 8 litri/minuto), pulire benissimo la zona di lavoro e poi
inclinare correttamente la torcia mentre si salda.
- Spruzzatura
Piccole gocce di metallo fuso che provengono dall’arco di saldatura.
In piccole quantità è inevitabile, ma si può ridurre al minimo regolando
bene la corrente ed il flusso di gas e tenendo pulita la torcia.
- Saldatura stretta e arrotondata
È causata dall’avanzamento veloce della torcia oppure dal gas non
regolato bene.
- Saldatura spessa e larga
Può essere causata da un avanzamento troppo lento della torcia.
- Filo bruciato dietro
Può essere causato da un avanzamento del filo lento, dalla punta
guidafilo allentata o consumata, filo di bassa qualità, beccuccio guidagas
troppo chiuso o corrente troppo elevata.
- Scarsa penetrazione
Può essere causata da un avanzamento troppo veloce della torcia, da
corrente troppo bassa, da alimentazione del filo non corretta, da polarità
invertita, smussi e distanza tra i lembi insufficiente. Curare la regolazione
dei parametri operativi e migliorare la preparazione dei pezzi da saldare.
- Foratura del pezzo
Può essere causata dal movimento troppo lento della torcia, corrente
troppo elevata o non corretta alimentazione del filo.
- Forte spruzzatura e porosità.
Può essere causato da una distanza eccessiva del beccuccio guidagas
dal pezzo, da sporco sui pezzi, da scarso flusso di gas o da corrente
bassa. Bisogna verificare i due parametri, ricordando che il gas non deve
essere inferiore a 78 litri/min. e che la corrente di saldatura deve esser e
appropriata al diametro del filo che si sta utilizzando. E’ preferibile aver e
un riduttore di pressione di entrata e di uscita. Sul manometro di uscita è
possibile leggere anche la portata espressa in litri.
- Instabilità d’arco
"Caricamento dell'istruzione" significa che è necessario attendere finché il file non è caricato e pronto per la lettura online. Alcune istruzioni sono molto grandi e il tempo di caricamento dipende dalla velocità della tua connessione a Internet.
Altri modelli di apparecchiature per la saldatura Awelco
-
 Awelco BLUEMIG 110
Awelco BLUEMIG 110
-
 Awelco BLUEMIG 130
Awelco BLUEMIG 130
-
 Awelco BLUEMIG 170
Awelco BLUEMIG 170
-
 Awelco CLUB 150
Awelco CLUB 150
-
 Awelco CLUB 170
Awelco CLUB 170
-
 Awelco CLUB 1800
Awelco CLUB 1800
-
 Awelco CLUB 1850
Awelco CLUB 1850
-
 Awelco HOBBY 150
Awelco HOBBY 150
-
 Awelco HOBBY 150US
Awelco HOBBY 150US
-
 Awelco HOBBY 1800
Awelco HOBBY 1800